Seed Preparation
The Author: Urs V. Keller, 18815 8th Ave. North, Suite 20, Plymouth, MN 55447, USA
1. The Standard Process for Soybeans
1.1. Specification of Incoming Unclean Products
The performance of the soybean preparation plant shall be based, amongst others, on the following product specifications of the incoming partial or unclean beans with the following properties:
United States No. 2 yellow soybeans, (USDA official US standard for soybeans) or better from the website of the Grain Inspection, Packers and Stockyards Administration.
| Oil content: | 18-22% | ||
| Bulk density: | 0.68 t/m3 | ||
| Moisture content: | Maximum 14%, but dried to 11% | ||
| Impurities: | Maximum 2% | ||
| Hull content: | 7-8% | ||
| Split/broken beans: | Maximum 20% | ||
| Temperature: | Minimum 15ºC (59°F) |
1.2. Seed Preparation Mainly Soybeans for Direct Solvent Extraction (without Dehulling)
The prime task of any seed preparation plant is to process seeds in such a way that, under normal circumstances, the solvent extraction plant can remove the oil in an economical way. The basic technological steps used in today’s modern and highly efficient oil mills comprise the following:
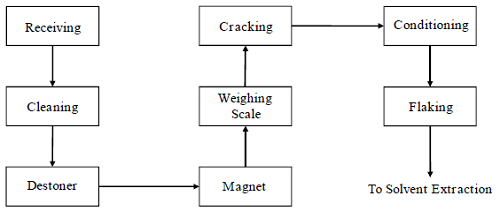
The seeds are delivered from the storage area into the day bin adjacent to the preparation building. In order to register the quantity processed, a scale is installed underneath the day bin.
The cleaning of the oil seeds serves two purposes. The first one is the removal of impurities and second one the regulation of the bulk density. Since the preparation process is based on volumetric quantities the latter purpose is of special importance to the flaking process.
The first step of the cleaning is the removal of tramp metal by means of a rotary type magnet separator. This is followed by screening in which the first on-stream cleaner should be provided with a rough scalping screen or perforated metal sheet to separate oversize trash and below that a second sieve to get rid of the sand. To separate light-weight particles, mainly hulls and dust, the second sieve must also be provided with an aspiration channel. As an average one can estimate 1% impurities will be obtained in this cleaning section.
Oil mills processing soybeans only are sometimes provided with dry destoners, especially in China. Plants operating expeller presses are frequently equipped with such equipment.
The next step in the process is the size reduction of the seed. This is effected by cracking rolls. Most cracking rolls comprise an integral feeder with a permanent magnet and two pairs of corrugated rolls arranged one on top of the other so that the first set of rolls feeds the second set. In the case of soybeans, the seed is cracked to 1/4 to 1/3 of bean size. The granulation of the crushed seeds is checked on a 2.25 mm screen. The retained portion should be about 75% of the original sample. The granulation after cracking affects flake size, which in turn impacts product volume inside the extractor.
Prior to flaking, the crushed seeds are conditioned to 85ºC. The conditioned seeds are then flaked. By deforming seed particles when flaking, press and shear forces are building up, thus rupturing the individual oil cells.
To avoid de-mixing during transportation of the crushed seeds and especially to promote uniform distribution, the conveyor above the flakers should be a chain conveyor. In order to absorb possible capacity fluctuations in the preparation the distribution conveyor above the flakers should end at an overflow (surge) bin. From this bin the overflow will be fed back into the process at constant capacity.
In order to keep the insides of the flaking rolls clean, aspiration should be provided at the outlet chute below the flaking rolls. To ensure careful transportation of the flakes into the extraction plant, chain conveyors operating at low chain speed must be installed.
1.3. Final Product Specification
Final products leaving the mills have to meet the following specifications:
| A) Crude soybean oil that has not been water-degummed | ||
| Moisture content: | 0.2 wt% | |
| Impurities: | 0.1 wt% | |
| Flash point: | 121°C | |
| B) Degummed oil has to meet the additional specification | ||
| Phosphorus content: | 200 ppm P max | |
| C) Extraction soybean meal | ||
| Residual oil content (AOCS Ba 3-38): | 0.8% | |
| Hexane content: | 200-300 ppm | |
| Moisture after dryer/cooler | 12.5 wt% max. | |
| Temperature: | 20°C (68°F) max | |
| Urease activity (AOCS Ba 9-58) (AOCS Casey-Knapp Method) | 0.15 Delta pH max | |
| D) High protein soybean meal Obtainable quantity of this meal depends on the protein content of the raw soybeans processed. |
||
| Protein: | 47.0 wt% minimum | |
| Fat: | 0.7% minimum | |
| Fiber: | 3.0% - 3.5% | |
| Moisture after dryer/cooler: | 12.5% max. | |
| Temperature: | 20°C (68°F) | |
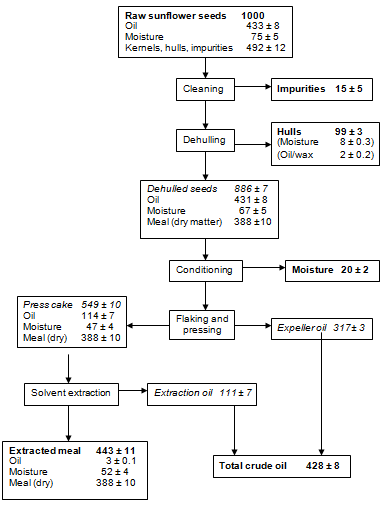
The diagram below provides a mass balance of the soybean extraction process (streams of material entering or leaving the system have been indicated in boldface):
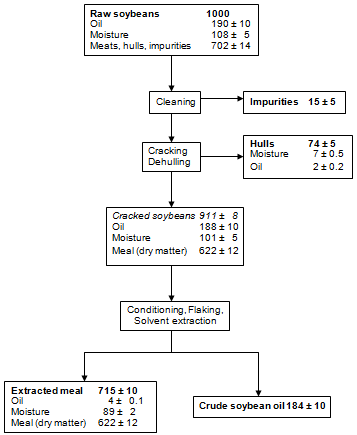
In this chart, and in the sunflower seed mass balance in Section 3 below, streams of material entering or leaving the system are indicated in bold; intermediate streams are indicated in italics.
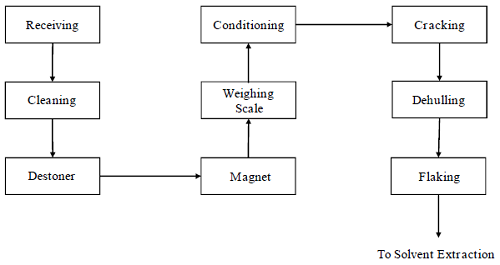
2. Dehulling of Soybeans
To produce high-protein extraction meal from soybeans, the crude fiber content of the seed must be reduced. In “conventional systems” this can be effected by either a front-end or tail-end dehulling method. Oil mills equipped with front-end dehulling systems are able to produce 100% of their throughput as either high-protein or low-protein extraction meal. By utilizing the tail-end dehulling method, yields of a maximum 20-30% high-protein extraction meal can be achieved with the remainder being the low-protein meal; the tail-end method will not be discussed.
We will describe two different front-end dehulling processes: the “Conventional front-end dehulling system” and the “Hot dehulling system”.
2.1. Front-end Dehulling/General
The conventional front-end dehulling of soybeans comprises various steps depending on seed quality and the desired end product. In principle these steps are as follows:
- Cleaning/weighing
- Drying/cooling
- Tempering
- Cracking
- Dehulling
- Conditioning
- Flaking
All of the above process steps have, in one way or another, a bearing on the residual hull content of the dehulled seed as well as on the oil content in the separated hulls. Soybeans are not a uniform product with respect to oil, protein, crude fiber and moisture content. Their properties may change not only from year to year, but from country to country and from region to region.
Besides these properties, the degree of maturity and percentage of damaged beans also play an important part with respect to dehulling. Through drying and tempering the various grades of soybeans can be correctly conditioned prior to being dehulled. However, it must be mentioned at this point that freshly harvested soybeans do create more problems and are more difficult to dehull, in spite of careful drying and tempering.
2.2. Seed Drying and Tempering
The soybeans will have to be dried in order to obtain optimal conditions for the subsequent dehulling process. There are cases where a shipment of soybeans requires little or no drying prior to dehulling, yet still yields high protein meals compliant with the accepted standards. Such seeds are characterized by a low moisture level and a high protein content. Because of special soil and ideal climatic conditions, the seeds grown in a certain area may lend themselves to be dehulled without prior drying.
For the process of drying the beans, hot air dryers with steam-heated preheating sections and reuse of the cooling air at the drying section have proven most effective. The drying of soybeans and the subsequent tempering process are necessary in order to reduce the adherence of the hulls to the kernels. There is a correlation between the moisture content of the bean and the adherence forces of the hulls to the beans, and this is a factor which directly influences the percentage of hulls adhering to the kernels after the seed has been crushed.
Statistics have shown that there is a correlation between moisture content of soybeans and the amount of hulls adhering to the kernels after cracking. A soybean with 12% moisture content leaves about 4.2% kernels adhering to the hulls, a soybean dried to 8.5% moisture content leaves about 0.8% kernels adhering to the hulls.
For the production of high protein-meal, the residual hull content in the dehulled soybeans should be in the range of 1% by weight, depending on the protein content of the seed. It should also be taken into account that with mechanical hull separation not 100% of the hulls after cracking can be removed. According to the data above, the seed needs to be at less then 12% moisture content (ideal would be around 10% moisture content) and the beans will need to be tempered.
The method of drying influences the tempering time. Short drying times were made possible by a process using high drying air temperatures but this process requires up to 72 hours tempering time. On the other hand, because of oil quality and the solubility of the protein in water, the seed temperature in the drying section is nowadays set at approximately 60°C (140° F).
This method of drying has the advantage of consuming less heat; it requires a maximum of 24 hours of tempering time. During the tempering stage, the adherence forces between hull and kernels is further reduced so that, provided the seed is of good quality, the hulls adhering to the kernels after cracking are usually below 1%. An extension of the tempering time does not further improve this percentage.
Through mechanical transportation from seed dryer to the tempering bins some hulls are already detached from the kernels at this stage. Further loosening of hulls from kernels is caused by friction between the individual kernels during the material flow in the tempering bin. For this reason tempering bins should be provided with multiple outlets in order to avoid segregation during discharge.
To obtain a product flow with a constant bulk density at the seed crusher stage, it is very important to remove as much of the hulls as possible. It is advisable therefore to provide additional seed cleaners with aspiration channels between tempering bins and crushers. With this arrangement the next step in the process will draw on clean bins without the presence of loose hulls.
2.3. Seed Cracking and Dehulling/Sifting
When producing high-protein meal by the front-end dehulling system, it is imperative to have a constant, equal granulation after the cracking rolls. As a guideline the average particle size should be between 2.8 and 3.0 mm. After the seed cracker (two pairs of rolls), a mixture of broken beans and hulls is obtained. The size of hulls ranges from half size down to fine particles, and beans from 1/4 size down to meal. In order to achieve a sharp separation of hulls and broken kernels the mixture preferably is split into three fractions, namely:
- Coarse hulls and coarse bean particles
- Medium-sized hulls and bean particles
- Fine hulls and meal
Separation into the above fractions is performed by sieves similar to the ones used in seed cleaning, but modified somewhat for the intended purpose. This can also be achieved with air separation systems. Mostly this separation is performed with two-deck sieves:
| Overs of the upper sieve account for: | 20–25% |
| Overs of the lower sieve account for: | 65–70% |
| Throughs of the lower sieve account for: | 5–0% |
The separation of the coarse hulls and the coarse bean particles on the upper sieve takes place via the rotary motion of the sieve. The removal of hulls is accomplished by an adjustable suction nozzle mounted on the upper sieve deck of the separator. The medium-sized fraction needs more attention for proper separation of bean particles and broken hulls. To this aim it passes through the attached aspiration channel. The channel’s feeding apparatus ensures a constant and regular feeding across the entire width of the air stream. Due to previous separation into coarse and medium fractions, it is now possible to adjust the air speed individually in order to obtain the best separation results.
Experience has shown that the fine fraction is difficult to process further in an air classifier and that the results obtained are not always in line with the investment costs given that the fine fraction only accounts for around 5% of the total material flow and the hull content of this fraction can be neglected.
Soybeans dehulled according to the method described above will usually contain about 1% residual hulls. The aspirated hulls are separated in cyclones/filters, ground and then stored in silos/bins pending further use. Together with the hulls some fine seed particles still adhering to the hulls as well as some seed kernel dust will be aspirated. The total oil loss in the hulls amounts to a maximum of 1%, which is in addition to the natural oil content of the hulls based on the hull quality.
2.4. Seed Conditioning/Flaking
Prior to flaking the crushed seeds are conditioned in order to reduce power consumption on the flakers. An even more important reason for conditioning is that the obtained flakes will contain fewer fines and will be more stable during the extraction process. In addition, the product coming off the flaking mills will be at a temperature level ideal for the solvent extraction process.
For the conditioning of the cracked seed, bundle tube conditioners are used most often. In small installations vertical stack cookers may be installed for this purpose. By the injection of live team into this type of machine it is possible to adjust the moisture content of the conditioned seed. At this point the seed should be at a temperature of about 50-60°C (122-140°F) and a moisture content of 11%.
The conditioned seed is then flaked. By deforming seed particles into flakes, press and shear forces are created, which will rupture the seed’s oil cells, making them more available to the extraction process. Flake thickness may vary between 0.25 and 0.3 mm. The roll diameter of the flaking machines may range from 600 mm to 800 mm, the roll length from 1000 mm up to 2200 mm. Since the flakers operate with constant roll rpm and at a constant roll gap it is important that they are being fed with constant capacity based on a constant bulk density. Any deviation in bulk density or capacity will be reflected in a varying flake thickness.
2.5. Hot Dehulling (see also US Process Patent 7,021,572)
Like in the conventional front-end dehulling system, the hot dehulling system is a process which has the same target – namely, to remove the hulls (fiber) from the soybeans – which then increases the protein content in the meal. Some of the steps are as described in the previous process. The main difference to the “conventional” process is that in the hot dehulling process the beans will need to be heated only once.
The “hot dehulling system” comprises the following steps:
2.6. Seed Conditioning/“Shock Treatment”
This process step is where the two systems differ. In the hot dehulling process whole beans are conditioned by means of contact heat. Most conditioner systems in use today will do the conditioning via steam-heated sections using low-pressure steam (0.5 bar). It is important to avoid any heat damage. There is no air circulation in the conditioner. Since the residence time in this conditioner is around 20 to 30 minutes, the product flow will have to be monitored carefully. During this process the beans will need to be conditioned up to 60°C (140°F).
During this conditioning process a portion of the bean’s moisture migrates to the surface of the bean, making the bean “sweat” and thereby softening the kernel. The conditioned beans are then subjected to blasts of dry hot air (150°C, 300°F). The result will be a quick evaporation of the surface moisture because of the hot air, i.e. drying of the hull. The steam pressure between kernel and hull will loosen the hull. In the process, the beans are fed through an airlock feeder into the processing zone. The hot air is aspirated from below through the fluidizing bottom, which consists of a specially designed screen. A variable speed rotary pulsator causes the air to pulsate vertically, thereby fluidizing the material in the machine. This process step works with a closed-loop air system. A variable speed conveyor chain moves the material through the processing zone to the outlet. This conveyor enables precise control of the retention time within the process zone. The treated beans will have attained a temperature of 60°C to 85°C (140°F to 185°F) at the outlet of the machine. The total steam consumption for this hot dehulling system, conditioning/shock treatment is 94 kg/MT. This compares with 144 kg/MT of steam for the front-end dehulling system, where drying and conditioning are needed. The next steps in the hot dehulling process are as described in Section 2.1 above.
3. Preparation/Dehulling of Sunflower Seed
3.1. General
In the Eastern European countries, the cultivation and processing of sunflower seeds have been a common practice for decades. Recently sunflower seeds are also becoming a major seed in South America and in the USA
The throughput rates of plants have steadily increased. All major oil mills processing sunflower seeds are equipped with a front-end dehulling installation. If such a system is considered, the utilization of the resulting hulls must be solved first. In these days, where energy costs are a major factor, sunflower hulls are a welcome source of fuel for steam production. In addition, the dehulling of sunflower seeds offers the following advantages:
- Less wear and tear in the expellers
- Higher throughput on expellers and flakers
- Better extraction meal-quality (higher protein content)
- Better crude oil quality since lower wax content
The dehulling of sunflower seed needs more machines than are needed for the dehulling of soybeans. The reason is that sunflower seed contains 3 to 4 times more hulls than soybeans. In layout the sunflower dehulling installation closely resembles the cottonseed dehulling, depending on the degree of hull removal.
In normal practice, the hull content is reduced from the original 25% to 30% to approximately 12% hull residue. Experience has shown that this hull residue ensures optimal operation of the expeller presses. It is, however, possible to reduce the hull residue further, but in this case it becomes difficult to produce a good cake. On the other hand, if utilization of the resulting hulls becomes a problem, the percentage of hull residue may be raised, provided there is a market for the ensuing extraction meal of lower protein content.
The mass balance below comprises a front-end dehulling step, expelling of the decorticated seed and solvent extraction of the expeller cake.
3.2. High-Oil Seed Preparation
The preparation of high-oil seed for expelling or direct extraction is in some steps similar to preparation system for soybeans described in Section 2 above. The oil content in the “soft seeds” is higher than in soybeans (it is around 40% +). Therefore, there is an additional process step for pressing needed in the dehulling system. The sequence of the process steps for sunflower seeds dehulling are described in the next section.
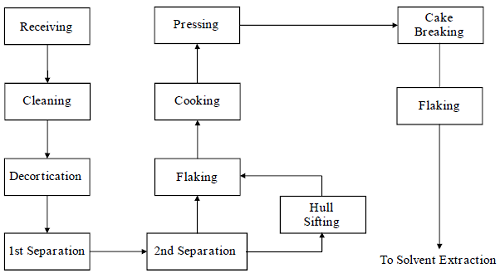
3.3. Process Flow
The decortication and preparation for sunflower seeds comprise the following steps:
Double flaking is not needed in any of the processes. The difference between soybean extraction and soft seed extraction is that the oil content of the oil seeds is reduced by expeller presses prior to solvent extraction. This becomes necessary because solvent extractors are not in a position to cope with the high oil content in an economical way. The only exception to date is cottonseed, which can be processed by direct solvent extraction.
In order to reduce wear and tear in the expeller presses, dry destoners are sometimes installed in the cleaning section. For the same reason, as well as to reduce the volume processed, cottonseed and sunflowerseed are decorticated (dehulled).
The hulls obtained are a valuable source of fuel for the steam boiler plants. Oil mills operating with front-end dehulling can produce all the process steam required by burning the hulls. In addition to this advantage the extraction meal has a higher protein content.
3.4. Decortication/Separation
As in the soybean process, the seed must be cleaned prior to dehulling and if necessary dried to approximately 8% to 10% moisture content. In order to dehull to 10% - 12% residual hull content, the process system usually comprises a single- and sometimes a double-stage dehulling system with a partial after-treatment of the hulls. This process must be implemented in such a way that the hard and abrasive outer shells or hulls are crushed and split in order to release the kernels and produce as little fines as possible. For this purpose, dehullers that work on the impact principle are commonly used. The wear rates within the machine need to be extremely low, which is a big factor when operation has to be continuous.
After the seed has passed through the dehuller, the cracked hulls and seed kernels are led to the first-stage hull separators. In order to ensure a constant load of the hull separators, feeders are required. On the upper deck of the hull separator, the mixture of hulls and seed kernels is separated first into two fractions. On the upper sieve, the coarse hulls and any unbroken or insufficiently broken seed kernels remain. The large hulls float on top of the kernels making it easy to suck them off by the suction nozzle. The fraction that passed through the aspiration channel and through the lower sieves are fed to the second-stage hull separation. In the second hull separation the same procedure as in the first-stage dehulling is repeated, whereby the product stream coming from the first-stage dehulling is independently treated with different sieve weave.
Cyclones and filters are used to separate the hulls from the suction air. Rotary locks, fans and hull sifters complete the range of equipment needed for this stage of a sunflowerseed dehulling installation.
3.5. Flaking/Cooking/Pressing
As in the soybean process, the dehulled sunflower seeds now have to be flaked before being cooked. After the seeds have undergone these preparation process steps and have been conditioned during 30-40 minutes to approximately 80 to 90°C (176 to 194°F) and ca. 5 to 7% moisture content, the seeds are fed into the expeller press. In this press the seed is compressed between the tapered expeller screw and the cage bars thus causing the oil to flow out between the cage bars. The resulting press oil is filtered in the crude oil filter, cooled if required and then pumped to the storage tank.
The obtained cake having approximately 16-18% residual oil at ca. 90°C (194°F) and 7-8% moisture content is pre-crushed in a paddle screw conveyor and via a cake crusher conveyed either to a secondary flaking process or directly to the solvent extraction plant.
4. Trends of the Oilseed Industry in Ten Years
- More integrated operations to ensure the supply.
- More genetically modified oilseeds will be processed (seeds physical properties are changing).
- More new technologies will be accepted to comply with the environmental concerns.
In This Section
- Marine Oils
- Animal Fats
- Olive Oil
- Palm Oil
- Seed Preparation
- Expanding and Expelling
- Solvent Extraction
- Meal Desolventizing, Toasting, Drying and Cooling
- Introduction to Degumming
- Chemical Degumming
- Enzymatic Degumming
- Alkali Refining
- Optimization of Bleaching Process
- Silica Hydrogel and its Use in Edible Oil Processing
- Deodorization
- Hydrogenation Mechanism
- Chemical Interesterification
- Enzymatic Interesterification
- Solvent Fractionation
- Dry Fractionation
- Hydrogenation in Practice