Marine Oils
The Author: Anthony P. Bimbo, International Fisheries Technology, Post Office Box 1606, 55 Cedar Lane, Kilmarnock, Virginia, USA 22482-1606
Introduction
The title of this document reflects the development that the Omega-3 market now includes fish oils, fish liver oils, some mammal (seal), crustacean (krill) and molluscan (squid) oils as well as single cell oils from marine and freshwater algae, genetically modified yeast and genetically modified oilseeds. The document will mainly discuss fish body oils but will include information on the production of krill, cod liver oil, and other methods of producing marine oils.
Fisheries Information
In order to understand the production of marine oils it is important to understand where these products come from. The literature has been full of reports, cartoons and articles detailing the potential collapse of global fisheries and some have even predicted that by 2048 the wild fisheries will be depleted [1]. These predictions have unsettled the markets that depend on marine oils and in some cases have led to panic buying and speculation in these markets which eventually leads to major swings in the prices of these products.
When you look at the historic global landings of fish and crustaceans over the period 1950 - 2008 (the latest year for this data), you find that the global fisheries production seems to be growing at a rate of about 11.5% per year. However closer examination of the data shows that most of the growth from 1992 to the present is due to aquaculture, and over that same period growth in the global capture fisheries has been relatively static. Extension of the data indicates that if everything remains the same, the capture and aquaculture lines will cross in 2030 or so. Figure 1 compares ocean and inland capture fisheries to aquaculture production over the period 1990 - 2008 [2].
Figure 1. Global capture vs. farmed fish and crustacean production.
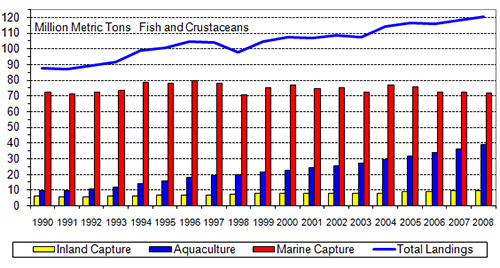
Aquaculture is an important consideration when discussing marine oils since on the one hand it is the major consumer of fishmeal and oil and on the other could be a potential source of fishmeal and oil, from the by-products, when the fish are processed.
Production of Crude Marine Oils
Raw Material
According to the Food and Agriculture Organization (FAO) of the UN [3], raw material used for the production of fishmeal and fish oil falls into several categories:
- Fish caught specifically for reduction to fishmeal and fish oil such as menhaden, anchovy, capelin and sardines.
- Incidental or by-catch from another fishery, for example according to Alverson the global discards amounted to 27.0 million metric tons (mmt) with a range of from 17.9 to 39.5 mmt with shrimp by-catch accounting for 11.3 mmt [4].
- Fish by-products from the edible fisheries such as cuttings from filleting operations, fish cannery waste, roe fishery waste and more recently surimi processing waste.
When we talk about the Omega-3 market we could also include krill, squid, seal, marine and freshwater algae, GM yeast and GM oilseeds even though these products are not derived from fish.
The original three categories have similarities; the fish are of little edible use or the raw material is a waste and of no edible value and in fact may present a potential disposal problem and the raw material contains a high percentage of oil and or bones [3]. The latter two categories, by-catch and offal, produce small volumes of oil compared to the volume produced from whole fish because the traditionally edible species are primarily non-fatty and generally classified as "white fish". However, salmon and tuna for example do contain oil in the heads and these are processed to provide fish oil.
The major fisheries involved in the production of marine oils and their sources are shown in Tables 1 and 2.
| Table 1. Species of fish caught for fish oil and fishmeal production | |
| Species | Country |
| Anchovy | Peru, Chile, So. Africa, Namibia, Mexico, Morocco |
| Jack (horse) mackerel | Peru, Chile, China, Vanuatu |
| Capelin | Norway, Iceland, Russian Federation |
| Menhaden | USA: Atlantic and Gulf of Mexico |
| Blue whiting | Norway, UK, Russian Federation, Ireland |
| Sand eel | Denmark, Norway, Faroe Islands |
| Norway pout | Denmark, Norway, Faroe Islands |
| Sprat | Denmark, Russian Federation |
| Source: http://www.fao.org/fishery/topic/16140/en [2] | |
| Table 2. Fish trimmings and other nonfish species used or could be used for fish oil and fishmeal production | |
| Species | Country |
| Catfish spp. | USA, Vietnam |
| Tuna spp. | Thailand, Japan, USA, Australia, South Korea, China, France, Ecuador, Maldive Islands and many others |
| Salmon, farmed | Norway, UK, Ireland, Canada, Chile, Faroe Islands, Australia |
| Salmon, wild | Canada, USA-Alaska, Japan, Russian Federation |
| Sardine/pilchard | Peru, Chile, South Africa, Namibia, Japan, Spain, Mexico |
| White fish spp. | UK, USA-Alaska, Canada, Chile |
| Dogfish | Canada, USA |
| Pollock | USA-Alaska, Russia |
| Atlantic herring | Iceland, Norway, Denmark, UK, Faroe Islands, Sweden, Ireland, Canada |
| Mackerel spp. | UK, Peru, Chile, South Africa, Ireland, Norway, Denmark, Spain, Namibia, Russian Federation, China, Thailand |
| Horse mackerel | Angola, Mauritania, Morocco, Namibia, South Africa, Turkey, France, Ireland, Latvia, Lithuania, Netherlands, Norway, Russian Federation, Spain, Ukraine, New Zealand |
| Hoki (blue grenadier) | Australia, New Zealand |
| Nonfish species | |
| Krill | Norway, Poland, Ukraine, Japan, South Korea |
| Squid | Argentina, Chile, Peru, USA, Japan, China, South Korea, Russian Federation, France, Portugal, Spain, UK, Morocco, Mexico, Hong Kong, Taiwan, Ghana, Mauritania, South Africa, Senegal, Tunisia, Falkland Islands, Indonesia, Malaysia, Philippines, Thailand, New Zealand |
| Single cell organisms | USA, Japan, Australia, Canada, USA (Hawaii), Israel, India |
| Source: www.fao.org/fishery/topic/16140/en [2] | |
Harvesting
Fish used for the production of fishmeal and fish oil are often caught by large ocean-going vessels working fairly close to the processing plant, but usually not more than 3 days away. Large factory ships tend to stay out for most of the fishing season and transfer product and supplies to carrying vessels which then return to a shore facility. Purse seining is the principal catch method used. Since some species feed and live near the surface (pelagic) they are easily visible from the vessel or from the air. Airplanes are used to spot the schools and direct the fishing vessels to them or they are spotted from the fishing vessel when birds are seen feeding on the schools. When the school is located, the vessel releases two purse boats that have a net stretched between them. The purse boats encircle the school, and then close the net to form a purse or bag. The net is then retrieved to concentrate the catch, after which the mother ship comes alongside and pumps the fish and seawater aboard. The water is separated, discharged back overboard and the fish are dropped into refrigerated holds. Other fisheries utilize a single purse boat which acts as an anchor while the mother ship encircles the school of fish.
Other catch methods involve trawls which can be hauled at various depths depending upon the location of the fish, baited long lines, pole line and hook and trap nets. In every case, the fishing method will depend on the species of fish being sought, its location and depth and the size of the schools.
Once the fish are delivered to the factory, they are unloaded from the vessel by one of several methods. These can be divided into wet and dry methods. Dry methods work best with small catches of edible fish while wet unloading seems to work best for large catches. The downside of wet unloading is that unless the water is processed a large portion of the catch (yield) can be lost. It becomes much more complicated when the unloading water is sea water since processing will result in a high salt content in the fishmeal, which is not desirable [5].
The Wet Reduction Process
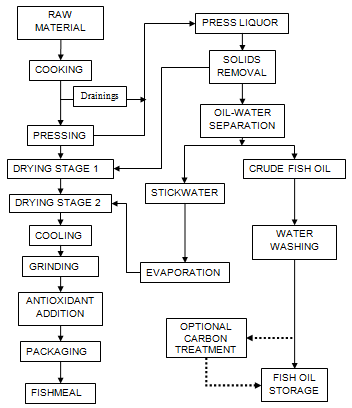
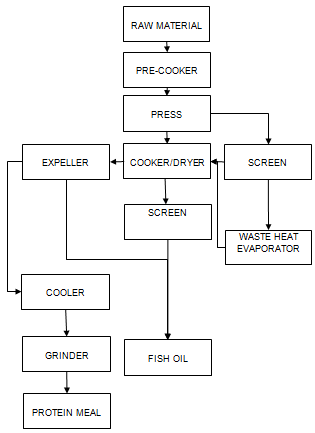
The processing techniques involved in commercial production of edible fats and oils vary according to the type of raw material. Fish reduction to produce oil and fishmeal, except for solvent extraction, generally employs the same principles, techniques and equipment common to the production of the other edible fats and oils. In general, fish are processed by the wet reduction method in which the principal operations are cooking, pressing, separation of the oil and water with recovery of oil, and drying of the residual protein material. Continuous processing from the time the fish are landed optimizes efficiency and maximizes product quality [3].
There are a number of processes that can be used to convert raw fish and cuttings into fishmeal and oil. These fall into several categories defined as wet rendering, hydrolysis, silage production (autolysis), dry rendering and solvent extraction. The wet rendering process is used in the majority of the factories that produce fish oil worldwide. This process is universal, i.e. factories all over the world both on land and on ships employ it with slight differences in equipment type, but the major steps of cooking, pressing, separating, and drying are always present. These steps can be seen in Table 3.
| Table 3. Processing steps used to produce fish oil from fish and fish cuttings | |
| Cooking | Steam cooking ruptures the fat cells, coagulates the protein and releases the oil |
| Dewatering- Pre-pressing |
The cooked fish mass is screened to separate free liquid from the solids |
| Pressing | Pressing mechanically expresses the free liquid from the solids producing a press liquor (oil and water) and a press cake (semi-moist meat and bones). Some factories have used tricanters instead of presses to separate solids, oil and water. |
| Press liquor separation | This is 3-step process; decanters separate fine solids from the liquid fraction, separators split the liquid fraction into fish oil and water (stickwater), and polishing water washes the crude fish oil before it is pumped to storage. |
| Evaporation | Stickwater contains about 8% solids which are concentrated in multiple effect or waste heat evaporators to about 40-50% solids. If the factory uses steam dryers then the waste heat from the dryer can be used to heat and evaporate the stickwater. |
| Drying | The drying process is generally done in 2 stages. The solids from the decanter separation and the press cake are mixed and partially dried. The partially dried fishmeal is then mixed with the concentrated stickwater and the drying is completed to about 10% moisture. Factories use steam and indirect hot air dryers but older factories still use the old direct fired hot air dryers. |
| Grinding | Grinding reduces the particle size of the fishmeal. |
| Cooling and stabilization | The fishmeal is cooled and antioxidant is added. Generally ethoxyquin is the antioxidant of choice but for certain markets natural antioxidants based on tocopherols are used. |
| Packaging | The fishmeal is packaged in 50 kg bags or 1000 kg totes. The fishmeal can also be stored in bulk piles or in silos. |
| Optional fish oil carbon treatment |
If the crude fish oil is destined for the Omega-3, animal feed, aquaculture or pet food market and if analyses indicate the presence of dioxins, furans and or polyaromatic hydrocarbons (PAH), it can be treated with activated carbon to reduce the levels of these compounds. |
| Source: Bimbo 2000 [5] | |
A typical flow diagram of the wet reduction process can be seen in Figure 2.
Figure 2. Wet reduction process to produce crude fish oil.
Other Production Methods
In addition to the wet reduction process, which is the primary method for producing crude marine oils, there are other production methods that are being or have been used to produce these oils.
Hydrolysis (Enzymatic)
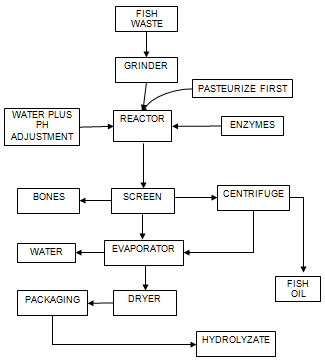
Hydrolyzed fish proteins are produced by employing proteolytic enzymes either from the fish themselves (autolysis/silage) or from other sources (hydrolysis). The enzymes can be of either animal, vegetable or microbial source and accelerate the breakdown of the proteins into smaller units (peptides). Hydrolysis can also be accomplished chemically under acidic or alkaline conditions. By using some of the newer enzymes available on the market, a process can be developed to recover fish peptides of various lengths with specific functionality [6]. Although the process can be used with any fish, it is primarily used for white fish or offal low in oil. In cases where oily fish are hydrolyzed, the processor must recover the oil phase without denaturing the proteins or face supplying a high-fat hydrolyzed protein product or a protein product with reduced functionality. It has been difficult to achieve a commercially viable product from fatty fish that is both functional and low in fat. The hydrolysis process is shown in Figure 3.
Figure 3. Hydrolysis process to produce crude fish oil.
Silage Production (Autolysis)
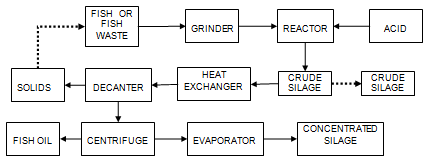
Silage production is a simplified low-cost hydrolysis process. Fish silage is liquefied fish stabilized against bacterial decomposition by an acid. The process involves mincing of the fish followed by the addition of an acid for preservation. The enzymes in the fish gut break down the fish proteins into smaller soluble units and acid helps to increase their activity while preventing bacterial spoilage. Formic, propionic, sulfuric and phosphoric acids have been used. Normally, about 3-4% of acid is added so that the pH remains at or below 4.0. Strong mineral acids require neutralization before feeding the final product. Silage might be defined as a crude form of hydrolyzate.
Silage made from white fish offal does not contain much oil, but when made from fatty fish it is necessary to remove the oil. The composition of the silage will be very similar to the starting raw material. Fish silage of the correct acidity is stable at room temperature for at least 2 years without decomposition. The protein becomes more soluble, and the amount of free fatty acids increases in any fish oil present during storage. Silage production offers a solution to the handling of fish waste when the logistics of delivering the waste to a fish reduction plant are not economical. Silage can be produced in large or small containers both on the vessel and on shore. If the silage is processed quickly to recover the oil, it is possible to make an acceptable fish oil product. The silage process is shown in Figure 4; it can be carried out in 2 stages, producing a crude silage with very low capital expense and then producing a concentrated silage and fish oil which requires a high capital expense.
Figure 4. Autolysis or silage process to produce crude fish oil.
Dry Rendering
The dry rendering process, which is commonly used to prepare animal proteins and fats, is not normally used in the manufacture of fishmeal and oil. However, the process is used with catfish by-products. In this process the raw material is "cooked" to remove the water (essentially the drying process in the fishmeal wet rendering process. The resultant dry cake is then pressed to remove any oil. Because the water has been removed, the lipid fraction can contain high levels of phospholipids. The phospholipids normally hydrate in the wet rendering process and are recovered with the water fraction. In the dry rendering process, they are not hydrated and therefore remain dissolved in the lipid or oil fraction. Since there is interest in the fish phospholipids, it is possible to produce a PL fraction by hydrating the oil (also called degumming). The dry rendering process is shown in Figure 5. Further embodiments of this process, which is used in the processing of animal protein by-products, have been reviewed by Bimbo [7].
Figure 5. Dry rendering process to produce crude fish oil.
Solvent Extraction
Solvent extraction to produce fish protein concentrate (FPC) is another process that could yield fish oil. FPC can be defined as any stable fish preparation intended for human consumption in which the protein is more concentrated than in the original fish. Water and fat together constitute about 80% of the whole fish, with the fat itself in some species being as high as 20%. The manufacture of FPC involves the removal of most of the water and some or all of the fat. Methods developed so far are based mainly on the use of chemical solvents to remove water, fat and fishy-tasting components either from the raw fish or from fishmeal. The solvents most successfully used to make FPC are ethanol, n-hexane, isopropanol, or ethylene dichloride. Normally the solvent is recovered and used over again. The recovered fat is usually mixed in an azeotropic mixture with water, solvent, and water-soluble components. Separation of this azeotrope to recover the fat sometimes presents problems [8]. Unfortunately, although FPC was nutritionally acceptable it had very poor functionality and most processes used to produce the product have been abandoned or replaced by processes that produce a functional protein concentrate such as fish protein isolates, and surimi.
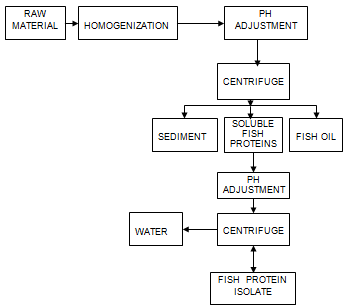
Acid-Alkali Aided Process
Kristinsson and Necla [9] described a process that can be used to produce a fish protein isolate and a fish oil by use of alkali and or acid to digest the muscle proteins. Originally described as a replacement for the surimi process it is now being evaluated as a method for recovery of proteins from fish by-products. If the by-products are from oily fish, there would also be a marine oil product produced. The acid/alkali aided process is shown in Figure 6.
Figure 6. Acid/alkali aided process for fish protein isolates and fish oil production.
Other Sources of Marine Oils
In addition to the commodity marine oils there are other marine oils produced for the Omega-3 market.
Krill
While currently not a major source of oil for the Omega-3 fatty acid market, krill oil has generated a great deal of interest in the last few years because of the unique form of the lipid in the krill. Krill is a term applied to describe over 80 species of open-ocean crustaceans. Of the seven species of euphausiid crustaceans commonly found in the Southern Ocean, only two of them regularly occur in dense swarms and are of particular interest to commercial fisheries: E. superba and E. crystallorophias. E. superba is the species commonly referred to as “Antarctic krill” and it is a widespread species, which is subject to significant commercial fishing in the Southern Ocean and in the waters around Japan. The total global production amounts to 150,000 – 200,000 metric tons annually and if the krill contained 3% lipid and all of it was recoverable as krill oil, the total production would be about 4500 - 6000 metric tons.
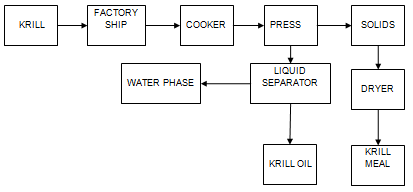
Krill are very delicate and contain powerful enzymes within their digestive tract. This causes the krill to deteriorate rapidly once they are caught so processing must be done at sea to preserve the quality of the raw material. There is very little published on how the krill are processed onboard the ships. There are several possible options that could be employed:
-
Option 1. The krill can be processed on board the vessel producing krill meal and krill oil by the standard fishmeal process. This is shown in Figure 7.
Figure 7. Wet reduction at sea for krill oil production.
l>
-
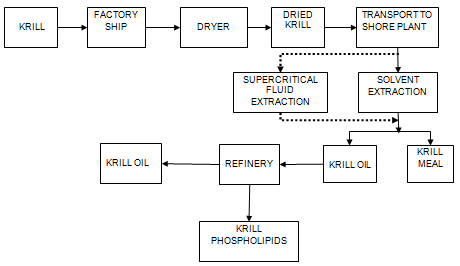
Option 2. The krill can be processed onboard the factory trawler by simply drying the biomass. This would remove a large part of the weight of the krill, the water, denature the enzymes and essentially stabilize the material for further processing at a land-based facility. The dried krill meal would be high in fat so the fat would be removed at a shore-based facility. This is shown in Figure 8.
Figure 8. Dry biomass at sea and solvent extract at shore facility to produce krill.
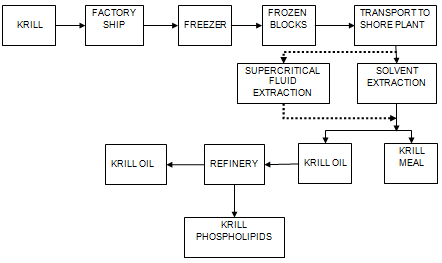
- Option 3. The krill could be immediately frozen into blocks at sea and transported to a shore-side facility for processing into krill meal and krill oil using conventional rendering, or solvent extraction. This is shown in Figure 9.
Figure 9. Freeze krill at sea and process frozen blocks at shore facility to produce krill oil.
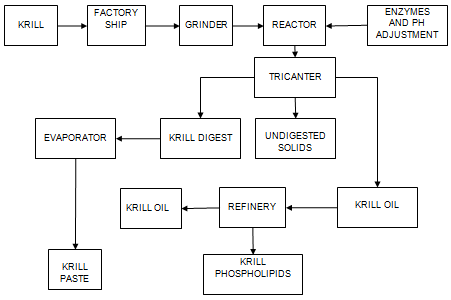
- Option 4. The krill could be enzymatically digested on the vessel and the digest separated into a krill oil and krill digest. It would be necessary to concentrate the digest to a paste, which could be done at sea or at a land-based facility. The digestion process could be either the standard fish silage process or a more sophisticated enzymatic digestion process. This is shown in Figure 10.
Figure 10. Enzymatic digestion of krill at sea to produce krill oil.
It would not be practical to solvent-extract aboard the vessel because of safety concerns, but it might be possible to use a compact supercritical fluid extraction facility on the vessel. There are a number of recent patents dealing with the use of supercritical fluids for the processing of krill oil [10-13].
Fish and Other Livers
Fish liver oils have been used as far back as the Middle Ages and populations in Norway, Iceland, Greenland and Scotland have used them for thousands of years [14]. The most important raw material for the production of liver oils comes from the fisheries for cod, coalfish, and haddock. The livers of other species including several species of shark have also been used in the production of liver oils. In order to obtain high-quality, light-colored oils with good flavor and odor containing a minimum of free fatty acids, it is important to eviscerate the fish and recover the livers so that they can be processed as quickly as possible.
In recent years, identified cod liver oil has been displaced by liver oils from various other fish species such as Alaska pollock, other gadoid species and hake liver oils. Generally, steam cookers are used to extract the oil from the livers. Low-pressure steam is piped into a tank containing the livers and the heat cooks the livers. When the steam condenses a layer of hot water is produced which floats the oil. The oil is then separated and pumped into a storage tank. Some liver oils are extracted at sea on board trawlers when they remain at sea for long periods of time.
A process that treats the liver residue with caustic soda was developed in Iceland. After the medicinal grade oil is separated, the residue is then treated with caustic soda. This destroys the protein and the oil floats to the surface and is recovered as veterinary grade cod liver oil. This grade is darker in color and contains a higher level of vitamins than the medicinal grade.
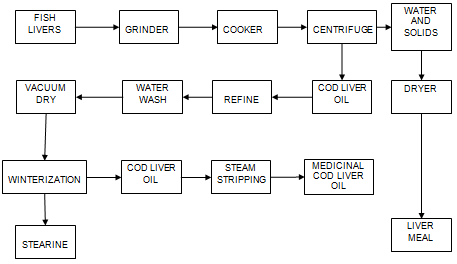
In a more modern operation, the livers are ground and pumped over magnets to remove tramp metal especially hooks which come from the freezing plants. The livers are heated and allowed to stand for a period of time to break down the proteins. The livers are then run through decanters to remove solids, and the liquor is collected in kettles, heated to 95°C and then separated. Modern three-way separators are used and the crude cod liver oil is collected and pumped to the refinery. In the refinery the oil is alkali refined to remove free fatty acids, washed and dried in a vacuum tower and then winterized to remove stearines. The result is medicinal grade cod liver oil (Figure 11).
Figure 11. Production of cod liver and other liver oils [22].
Single Cell Oils
Certain single cell organisms, natural and genetically modified, have been shown to be rich sources of the Omega-3 fatty acids EPA (eicosapentaenoic acid or C20:5n-3) and DHA (docosahexaenoic acid or C22:6n-3) or the Omega-6 fatty acid ARA (arachidonic acid (eicosatetraenoic acid) or C20:4n-6). In addition to the products currently on the market, there are a number of cross-over technologies taken from the growing bioenergy industry where organisms grown to produce algal oil for biofuels were found to produce oils relatively rich in the desired Omega-3 fatty acids.
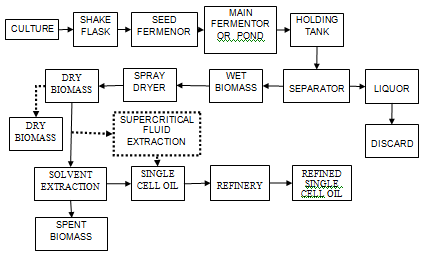
These organisms can be grown in fermentors or in outside ponds (where the climate permits). The advantages and disadvantages of the two methods is not within the scope of this document, however, regardless of the method employed, the subsequent processing would be the same; namely, separation of the biomass from the liquor, drying of the biomass, recovery of the microbial or single cell oil and the subsequent refining of the oil. Wynn and Ratledge [15] discussed this process in great detail. The processing steps for making single cell oils are shown in Figure 12.
Figure 12. Production of single cell oils.
Several groups have listed a number of potential organisms, and their oil content range, that could be used to produce algal oils for biofuels. Some of these are already being used to produce Omega-3 oils [16-18]. The list is shown in Table 4.
| Table 4. Oil content of some micro-organisms | |
| Microorganism | Oil content (% dry weight) |
| Botryococcus braunii | 25 - 75 |
| Chlorella sp. | 28 - 32 |
| Crypthecodinium cohnii | 20 |
| Cylindrotheca sp. | 16 - 37 |
| Dunaliella primolecta | 23 |
| Isochrysis sp. | 25 - 33 |
| Monallanthus salina | >20 |
| Nannochloropsis sp. | 31 - 68 |
| Neochloris oleoabundans | 35 - 54 |
| Nitzschia sp. | 45 - 47 |
| Phaeodactylum tricornutum | 20 - 30 |
| Schizochytrium sp. | 50 - 77 |
| Tetraselmis sueica | 15 - 23 |
| Ulkenia sp. | 70 - 75 |
| Euglena | 14 - 20 |
| Yarrowia lipolyticaGM | 27 - 37 |
| Sources: Burns 2010 [16], GOED 2011 [17], Ratledge and Cohen 2008 [18] | |
Marine Oil Information
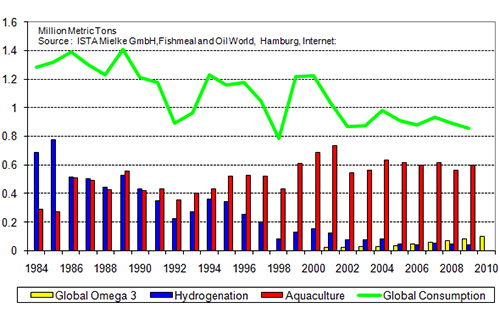
On a global scale fish body oils make up the majority of the marine oils produced with a small amount of oil coming from fish and shark livers, krill, squid, marine mammals, marine and freshwater algae, and yeasts. Six geographic locations account for most of the global production of marine oils. These are shown in Figure 13.
Figure 13. Global marine oil production.
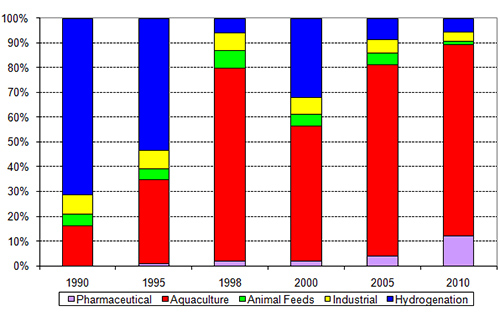
The market for marine oils has been evolving since the early to mid-1990s as the market began moving away from hydrogenation for the production of margarine and shortening to aquaculture. The Omega-3 market has been slow to develop but is growing and today represents about 10-12% of the total marine oils produced. This can be seen in Figure 14.
Figure 14. Change in the market structure of fish oil.
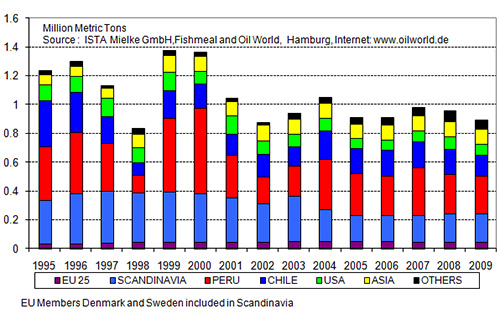
A more descriptive figure showing this evolution can be seen in Figure 15. Germany, the UK and the Netherlands were always the major importers of marine oils for the hydrogenation industry, while Norway, Chile, Canada and Asia (predominantly China, Japan and Taiwan) can be considered representative of the aquaculture industry. The Omega-3 market is relatively new and seems to be growing at a pace that will exceed the current use of hydrogenation.
Figure 15. Fish oil consumption in selected markets.
Processing Marine Oils
In general terms, all crude oils and fats contain minor amounts of nontriglyceride substances. While some of these are considered beneficial to the stability of the oil, such as tocopherols and astaxanthin (in salmon and krill oils) which protect the oil from oxidation, other impurities are objectionable because they render the oil dark colored, cause it to foam or smoke or are precipitated when the oil is heated in subsequent processing operations. Other impurities reduce acceptability because of the flavors and odors they produce in the fat or because they reduce stability and shelf life of the foods to which the fats are added. Extra virgin olive oil is the exception to the rule.
Some impurities are common to all fats regardless of the source or end use:
- Suspended matter (insoluble impurities).
- Naturally occurring color bodies.
- Free fatty acids.
- Volatile, malodorous compounds dissolved in the fat or oil.
These nontriglyceride substances have also been classified according to their effect:
- Hydrolytic - moisture, insoluble impurities, free fatty acids, mono- and diglycerides, enzymes, and soap.
- Oxidative - trace metals, oxidation products, pigments, tocopherols, and phospholipids.
- Catalyst poisons - substances which inhibit the hydrogenation reaction e.g. phosphatides, oxidation products, and compounds containing nitrogen, sulfur, and halogens.
- Miscellaneous - hydrocarbons, terpenes, resins, sterols, waxes, trace metals and sugars whose effect is less well known but can be classified as contaminants and also may have an effect on the final flavor of the oil [20].
The general objective of processing fats and oils is the removal of impurities which cause the original product to have an unattractive color or taste or which cause harmful metabolic effects. Fats and oils intended for edible purposes are therefore further processed to remove these substances while retaining their desirable features. With the current popular emphasis on "natural" products, certain compounds in fish oils and other oils, which were once undesirable, are now considered desirable and often command a premium price. For example, the dark red color that appears in some fish oils at different times of the year is now considered necessary as a source of pink pigment for farmed salmon. This compound is the carotenoid astaxanthin and it is one of the major selling points for krill and virgin salmon oils in the health food supplement market. Once considered a negative property of fish oil because they impart fishy flavors to red meat animals, cause white paints to yellow and increase the cost of the hydrogenation process, the Omega-3 fatty acids in marine oils are now considered the major positive property of these oils to the point where even oilseed crops are being genetically modified to produce these fatty acids. The evolution of this market for Omega-3 fatty acids has led to a number of new processes for treating marine oils. Such processes are designed to preserve the Omega-3 fatty acids while reducing flavor, cholesterol and other impurities. In some cases these processes were initially very expensive but as the market has evolved, they are now mainstream processes.
The processing steps and the compounds removed by them can be summed up in the Table 5.
| Table 5. Processing steps used to purify marine oils | |
| Carbon treatment | Removal of dioxins, furans, and polyaromatic hydrocarbons (PAH). This can be performed on the starting crude oil if the oil is to be sold into the nonindustrial market. |
| Oil storage | Insoluble impurities, trace moisture and some phospholipids will precipitate out in the tanks. The combination is known as "foots". |
| Degumming | Phospholipids, sugars, resins, proteinaceous compounds, trace metals and other materials. |
| Alkali refining | Free fatty acids, pigments, phospholipids, oil-insoluble material, water-soluble material, trace metals |
| Water washing/ silica Treatment | Soaps, oxidation products and trace metals |
| Drying | Moisture |
| Adsorptive bleaching & carbon treatment |
Pigments, oxidation products, trace metals, sulfur compounds, dioxins, furans, PAH and possibly some PCBs. |
| Winterization | Higher melting triglycerides, waxes. Used to enhance the unsaturated triglycerides. |
| Deodorization | Free fatty acids, mono- and diglycerides, aldehydes, ketones, chlorinated hydrocarbons and pigment decomposition products. This is usually the finishing step and results in a bland-tasting oil. |
| Vacuum stripping or thin film, molecular or short path distillation | Removal of chlorinated hydrocarbons, fatty acids, oxidation products, PCBs and free cholesterol. Sometimes this step is used as a replacement for the deodorization step. |
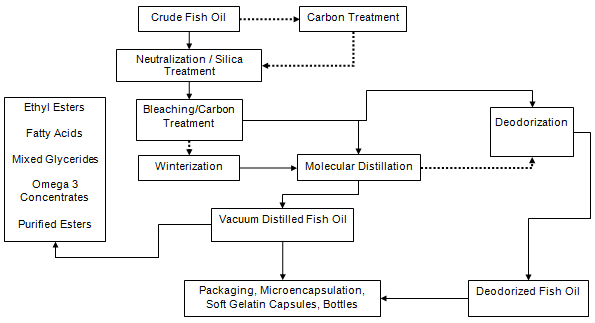
A flow diagram of these processes is shown in Figure 16.
Figure 16. Production of edible and pharmaceutical-grade fish oils and derivatives [21].
There are additional processing steps that can be used to convert the refined marine oils to concentrates and relatively purified esters or fatty acids. The processing steps are designed to separate the fatty acids from the glycerine backbone of the triglyceride and then to fractionate the fatty acids or esters into concentrates or relatively pure individual fatty acids. The processing steps are shown in Table 6.
| Table 6. Additional processing steps for the production and purification of marine oil omega-3 fractions | |
| Interesterification | Rearrangement of triglycerides to a more random distribution |
| Hydrolysis or esterification | Splitting triglycerides, producing fatty acids or esters with glycerin as a by-product |
| Urea complexing | By dissolving the fatty acids or esters in ethanol or methanol, adding urea and reducing the temperature, it is possible to precipitate a urea complex which traps the saturates and monounsaturates resulting in a concentration of the polyunsaturates. Depending on the starting oil, the losses can be quite high. |
| Molecular distillation | This step can be used to remove free cholesterol or further concentrate the esters or fatty acids. |
| Supercritical fluid extraction (SCF) | Purification of esters or fatty acids to produce 85%+ pure compounds and to remove cholesterol |
| Preparative high-performance liquid chromatography (HPLC) | Purification of esters or fatty acids to produce 95%+ pure compounds |
| Re-esterification | Conversion of concentrated fatty acids or ethyl esters back to the triglyceride form which is considered more natural |
| Source: Bimbo 1998 [21] | |
Many of the processes described above can be modified or in some cases improved by the use of enzymes. Some of these enzymatic processes have been reviewed by others [23].
Figure 17. Production of pharmaceutical- and food-grade omega-3 marine oils and their concentrates [21].
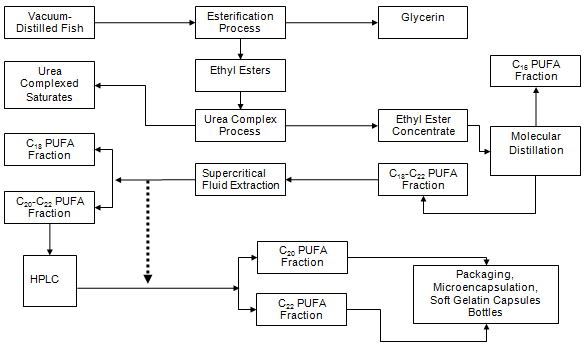
There are a series of processing steps designed to remove impurities, contaminants, saturated and monounsaturated fatty acids and essentially isolate and recover the Omega-3 fatty acids. The processing steps can be designed around what your end point might be and what your starting raw material is; for example relatively purified fatty acids or esters, concentrates high in DHA or high in EPA [24].
References
- Myers, R.A. and Boris, W. Rapid worldwide depletion of predatory fish communities. Nature, 423, 280-283 (2003) (DOI: 10.1038/nature01610).
- FAO. www.fao.org/fishery/topic/16140/en (2011).
- FAO. The Production of Fishmeal and Oil. FAO Fisheries Technical Paper 142 rev. 1. 63 pp. Food and Agriculture Organization of the UN Rome Italy (1986).
- Alverson, D.L., Freeberg, M.K., Murawski, S.A. and Pope, J.G. A global assessment of fisheries by catch and discards. FAO Fisheries Technical Paper No 339 Rome, FAO 1994 reprinted (1996).
- Bimbo, A.P. Fishmeal and oil. In: Marine & Freshwater Products Handbook, pp. 541-581 (R. Martin, E.P. Carter, G. Flick and L. Davis. (eds), Technomic Publishing Co. Inc. Lancaster PA USA) (2000).
- Kristinsson, H. Value added utilization of seafood processing by-products. Paper presented at the 2010 Atlantic Fisheries Technology Conference, St. Johns Newfoundland (2010).
- Bimbo, A.P. Rendering. In: Bailey's Industrial Oil & Fat Products 6th edition, pp. 57-102 (F. Shahidi (ed.), John Wiley & Sons, Hoboken NJ USA) (2005).
- Windsor, M. Fish Protein Concentrate. Torry Advisory Note No. 39. Torry Research Station, Aberdeen, Scotland, UK (1969).
- Kristinsson, H.G. and Necla, D. Functional fish protein ingredients from fish species of warm, and temperate waters: Comparison of acid- and alkali aided processing vs. conventional surimi processing. In: Advances in Seafood Byproducts 2002 Conference Proceedings, (P.J. Bechtel (ed.), Alaska Sea Grant College Program, University of Alaska Fairbanks) (2003).
- Beaudoin, A. and Martin, G. Method of extracting lipids from marine and aquatic animal tissues. US Patent 6,800,299. Available at patft.uspto.gov (2004).
- Shin, U.-M., Lee, S.-S., Seo, J.-W., and Kim, M.-Y. Method for extracting and separating active ingredients from krill, and related products. PCT Patent Application WO2010038964 (2008).
- Breivik, H. and Thorstad, O. Krill oil process. PCT Patent Application WO 2009/139641 (2008).
- Tilseth, S. Low viscosity phospholipid compositions. PCT Patent Application WO 2010/097701 (2010).
- Breivik, H. Concentrates: a Scandinavian viewpoint. Paper presented at the AOCS Short Course, Modern Applications of Marine Oils, May 7-8, 1992 Toronto, Canada. Chairmen R.G. Ackman and A.P. Bimbo (1992).
- Wynn, J.P. and Ratledge, C. Microbial Oils: production, processing and markets for specialty long-chain omega-3 polyunsaturated acids. In: Long-Chain Omega-3 Specialty Oils, pp. 43-76 (H. Breivik (ed.) The Oily Press Bridgwater England). ISBN 978-0-9552512-1-4 (2007).
- Burns, N.A. Biomass - The next revolution in surfactants. Inform, 21,727-779 (2010).
- GOED. Presentation at the Natural Products Expo West. Anaheim CA March 11 (2011).
- Ratledge, C. and Cohen, Z. Microbial and algal oils: Do they have a future for biodiesel or as commodity oils? Lipid Technology, 20, 2-7 (2008).
- Young, F.V K. The refining and hydrogenation of fish oil. IAFMM Fish Oil Bulletin No. 17. International Fishmeal and Fishoil Organization (IFFO) St. Albans UK (1985).
- Bimbo, A.P. Guidelines for characterizing food-grade fish oil. Inform, 9, 473-483 (1998).
- Bimbo, A.P. Processing of marine oils. In: Long Chain Omega-3 Specialty Oils, pp. 77-109 (H. Breivik (ed.) The Oily Press Bridgwater England) (2007).
- Xu, X., Kittikun, A.-K. and Zhang, H. Enzymatic processing of omega-3 specialty oils. In: Long Chain Omega-3 Specialty Oils, pp. 141-164 (H. Breivik (ed). The Oily Press Bridgwater England) (2007).
- Breivik, H. Concentrates. In: Long Chain Omega-3 Specialty Oils, pp. 111-140 (H. Breivik (ed.) The Oily Press Bridgwater England) (2007).
In This Section
- Marine Oils
- Animal Fats
- Olive Oil
- Palm Oil
- Seed Preparation
- Expanding and Expelling
- Solvent Extraction
- Meal Desolventizing, Toasting, Drying and Cooling
- Introduction to Degumming
- Chemical Degumming
- Enzymatic Degumming
- Alkali Refining
- Optimization of Bleaching Process
- Silica Hydrogel and its Use in Edible Oil Processing
- Deodorization
- Hydrogenation Mechanism
- Chemical Interesterification
- Enzymatic Interesterification
- Solvent Fractionation
- Dry Fractionation
- Hydrogenation in Practice