1. Introduction
Two processes have been developed for the refining of edible oils and fats, i.e. physical and chemical refining; the decision which process to use depends on the types and qualities of the crude oil to be processed (Fig. 1). The names physical and chemical refining come from the process technology used to remove the free fatty acids (FFA) that are responsible for the oil acidity. Physical refining is a process making use of the lower boiling point of the FFA compared to the boiling point of the triglyceride oil. In chemical or alkaline refining, an alkali is used to neutralise the FFA.
Figure 1. Chemical and physical refining.
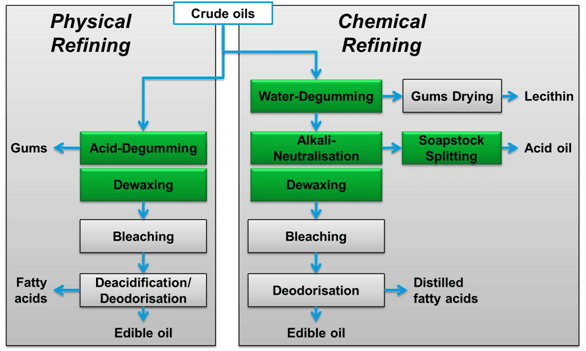
Chemical refining is the traditional method used in past centuries. The main purpose of chemical refining is to saponify the FFA by an alkaline solution and dilute the resulting soaps in a water phase. These soaps are removed by separators. For small-scale batch processes static separation is used but for continuous processing and large-scale processes, centrifugal separation is used. The neutral oils are subsequently bleached and deodorised. This chemical refining can be used for reliably refining virtually all crude oils, including oils of low quality, with the exception of castor oil.
In addition to the removal of FFA other undesirable non-glyceride materials are also removed. These are mainly:
- Phospholipids (gums)
- Oxidized products
- Metal ions (e.g. iron, copper)
- Colour pigments (e.g. gossypol)
- Insoluble impurities (e.g. meal fines)
The process steps in chemical refining can be adapted in accordance with the crude oil quality to give a good final oil quality with acceptable oil losses.
2. Reaction
Alkaline neutralisation involves the reaction of free fatty acids with an alkaline solution. In the edible oil industry almost only caustic soda is used for this reaction, but potassium hydroxide is also used by a few producers. In Figures 2 and 3, the FFA is a stearic acid that was split from a triglyceride molecule leaving a diglyceride in the oil.
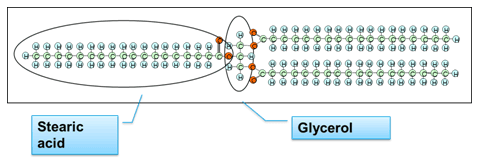
Figure 2. Structure of a triglyceride.
The acidity of the free fatty acid comes from the H+ of the carboxyl group. This H+ of the functional group of the stearic acid reacts with the OH– group of the caustic soda (NaOH) to produce soap and water.
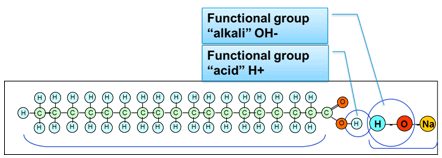
Figure 3. Saponification reaction.
3. Process Steps
Actual neutralisation installations are typically operating continuously in all processing stages. They are suitable for refining practically all vegetable and animal oils and fats with the exception of castor oil. The batch neutralisation basically follows the same process steps. Nowadays most plants operate with two separation stages, but three-stage and single-stage processes are also common installations. The three-stage process is used for some special oils like cottonseed oil, to achieve a higher oil quality or to reduce the process losses. In single-stage neutralisation, the residual soaps are removed by filtration using a filter aid like silica, silicate, cellulose or bleaching earth.
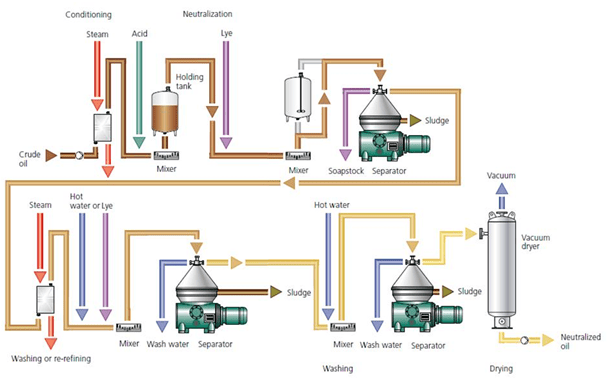
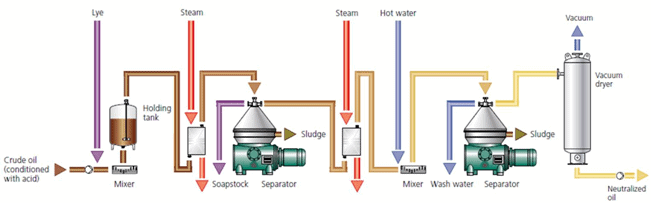
The process sequence for a three-stage process is shown in the flow sheet below (Fig. 4). Depending on the oil that has to be treated the second processing stage can be omitted. If seed oils are to be neutralised, it is recommended to degum them prior to processing as the crude oils often have a high phosphatide content, which negatively affects the yield.
Figure 4. Three-stage neutralisation process.
Trouble-free operation of a continuous refining plant cannot be ensured unless the crude product is clean and dry. Additional filters incorporated in the process line are merely intended to retain impurities in order to prevent damage to pumps as well as recording and metering instruments. After heating, the crude oil flow should be measured with a mass flowmeter and indicated on the process control monitor. This mass flow is required to calculate the dosage of chemicals and water.
3.1. First stage
Crude oil heating. The crude oil to be treated is sucked out of the intermediate storage tank with the oil metering pump. The crude oil metering pump should be a positive displacement type with adjustable speed so that the throughput of the installation can be controlled. Before the pump a strainer should be installed to avoid pump damage due to impurities. A contact vacuum meter is installed between the pump and the double strainer, which triggers an alarm as soon as the strainer is blocked.
The crude oil metering pump conveys the oil to the plate heat exchanger, where it is brought up to the required temperature. Mostly low pressure, saturated steam (i.e. 3 bar abs., 133°C) is used. A temperature controller that is connected to the steam control valve ensures a constant oil temperature.
Conditioning. The hot oil is now conveyed to the first mixer. Use of a dynamic mixer is recommended. A more intensive mixing allows working with reduced dosage of acid. Typically a 75% phosphoric acid is used for conditioning the nonhydratable phosphatides. The acid, stored in the working tank, is added to the oil directly ahead of the mixer. It is circulated by a pump and a constant pressure in the circulating line is maintained by a pressure control valve. The dosage is delivered by a control valve and the flow is measured and controlled by a magnetic flow meter. The exact flow rate is controlled by the PLC (programmable logic controller) as a function of the crude oil stream by adjusting the motor speed of the dosing pump by means of a frequency converter in the control panel. It should be controlled by the process control system to be proportional to the crude oil stream. With the help of the mixer, the oil/acid mixture is pumped into the reaction tank where it has a certain holding time.
Neutralisation. For neutralisation, caustic soda is added directly ahead of the second mixer in such an amount that the free fatty acids and the phosphoric acid added previously are completely neutralised. In addition to the stoichiometric caustic amount necessary for neutralisation of the free fatty acids, a certain caustic soda surplus is required, which depends on the type of oil and the quality. Mostly caustic soda with a concentration of 32 or 50% is kept in a caustic tank. This caustic is likewise circulated. A strainer protects the pump and the pressure, set in the circulation line with a pressure control valve. The caustic soda volume required for neutralisation is calculated by the process control as a function of the entered FFA content of the crude oil, the throughput, the amount of acid added and the desired excess and transmitted as a set point value to the caustic soda flow controller. This controller adjusts the caustic soda flow with an electrical-pneumatic control valve. Naturally, the concentrated caustic soda must be diluted to a concentration suitable for the process and the type of oil and its quality. This is also entered into the process control system which then calculates the required amount of diluting water. This value is transmitted to the control valve for dilution water, which is taken from a hot water circulation line with a constant pressure. The concentrated caustic soda and dilution water are mixed in a static mixer before being added to the oil.
After intensive mixing (depending on the oil treated) of oil and caustic soda in a dynamic mixer, the mixture is either conveyed directly to the first disc separator which separates out the soapstock, or pumped through the hydration tank with agitation. The latter is recommended in case of crude oils with phosphatides content higher than 100 ppm P to improve the hydration and to agglomerate the soap particles. This leads to lower losses and higher oil qualities. For a detailed description of the functioning of the centrifugal separator, which is normally equipped with a self-cleaning bowl, we refer to the available data sheets. The discharge pressure of the oil phase from the separator should be monitored with a contact pressure gauge. It should stop all metering, including the oil metering pump, if the separator loses the separating zone in such a way that the oil is leaving the separator together with the heavy phase. The soapstock is fed into the soapstock tank installed directly beneath the separator and conveyed for further processing with a positive displacement pump. The pump is controlled by a level control fitted in the tank.
3.2. Second stage
A second plate heat exchanger is used to bring the oil up to the optimum processing temperature. A temperature control device together with the steam control valve ensures a constant temperature.
Re-refining. Re-refining, i.e. the second treatment of the oil with caustic soda, is only applied to certain types of oil or especially those of poor quality. This process is chiefly used for cottonseed oil in order to largely eliminate its colour compound gossypol. A small amount of concentrated caustic soda is taken from the caustic soda circulation line of the first stage. The desired amount is entered to the control system that controls the caustic soda metering with the electro-pneumatic control valve. Naturally, the caustic soda has still to be diluted. For this, hot water from the circulation line is again used which is likewise metered with the flow meter and the electro-pneumatic control valve. The required volume is once more calculated by the process control system. Caustic soda and dilution water are mixed in a mixer. The diluted caustic soda is added to the oil directly ahead of the dynamic mixer. The mixer ensures intensive mixing of oil and caustic soda and conveys the oil to the separator in which the soap is separated and fed to the soapstock tank. The discharge pressure of the oil phase should again be monitored by a contact pressure gauge. Regarding the function of the separator, we again refer to the available data sheets.
First washing. This stage is used in the great majority of cases for the first washing in order to reduce the residual soap content of the oil from the first stage. After heating the oil to the optimum temperature, a certain amount of wash water is added directly ahead of the dynamic mixer by means of the flow meter for hot water and the electro-pneumatic metering valve. The desired volume is again entered in the process control system, which transmits the corresponding set point value to the flow meter. Caustic soda flow to the mixer is prevented by the closed shut off valve. The dynamic mixer mixes the oil and wash water extremely intensively and conveys the mixture to the disc separator where the wash water enriched with soap is separated. The discharge pressure of the oil phase is again monitored by the contact pressure gauge. Regarding the function of the separator, we again refer to the available data sheets.
3.3. Third stage – washing
This stage is always used for washing, namely for first washing if the second stage is run as a re-refining stage, or as a second washing stage to attain a minimum residual soap content in the neutral oil. The wash water is taken from the hot water circulation line and the flow rate is controlled by means of the flow meter and an electro-pneumatic metering valve. The set point values come from the process control system. After mixing the wash water and oil in a dynamic mixer, the wash water is separated from the oil in the separator. This machine should also be equipped with a contact pressure gauge to monitor the discharge pressure. Separators with self-cleaning bowl are only used for this stage in exceptional cases, e.g. in the case of extremely high throughput capacities or to be able to do CIP (cleaning in place). Solid-wall separators do not require a bottom flush device. A second mass flow meter should be fitted in the discharge of this separator to measure the refined oil flow, which is indicated on the monitor of the process control system. The refining loss is constantly calculated and likewise indicated by comparing the crude and refined oil flow. In addition, the total crude and refined oil flows are indicated as well as the total loss. These data should be shown on the unit display of the PLC to be able to check the performance of the process line.
Wash water acidification. If extremely low residual soap contents in the neutral oil are required, washing with acidified wash water is recommended. For this purpose, either phosphoric acid or citric acid can be used, fed from a small working tank with a metering pump. As a function of the water flow rate a small amount of acid is added to the wash water, the flow rate of which is indicated by a flow meter.
3.4. Vacuum drying
The heart of the drying installations is a vacuum dryer, which the oil to be dried enters via a pressure relief valve. This valve closes immediately when the oil flow is interrupted thereby preventing the collapse of the low pressure of approx. 50-100 mbar abs in the dryer. The large oil surface created in the dryer enables an optimum evaporation of the moisture from the oil in the vacuum which is normally produced with a multi-stage steam jet vacuum pump with mixing or surface condensers. The use of liquid ring pumps with upstream surface condenser is also possible. The dried oil is conveyed out of the dryer by a self-priming pump, whereby a partial stream is recirculated through a three-way control valve that is connected to a level controller in the dryer to ensure a constant level in the dryer. A high level switch ensures that no oil overflow into the vacuum system can happen. For visual checking of the oil level in the dryer, the latter is equipped with sight glasses and sight glass illumination. The vacuum is monitored with a contact vacuum meter which triggers an alarm if a certain pressure is exceeded.
3.5. Automation
The entire installation should be monitored via a central control panel. The latter contains all motor controls with overload protection and programmable logic control. Certain interlocking chains are programmed in the PLC that precludeoperator errors when starting and shutting down the plant. The plant is continuously monitored during operation. If a fault occurs, the crude oil metering pump is stopped and this causes all other metering pumps to be stopped as well. The PLC also controls the ejection mechanism of the self-cleaning separators. The software for the calculation of the chemicals, the diluting water amount for caustic soda and the wash water is integrated as well as the software regulation for flows and temperatures. The visualisation of the process is done on a PC screen by means of appropriate software.
Standard installations should already have a high degree of automation. As already described, all metering should be fully automated. The task of the operating personnel is therefore limited to starting and shutting down the plant and to control functions during operation. These operations can also be automated, whereby apart from an extended hardware and software package, the installation itself has to be modified. Practically all valves are equipped with electro-pneumatic actuators, and various sensors must be fitted to register different process parameters.
4. Special Alkaline Refining Processes
4.1. Neutralisation of crude oil
This method has become established mainly in the USA for refining soybean oil, the so called long mix process. The process is a combination of degumming and neutralization. For the conditioning of the nonhydratable phosphatides, a small quantity of phosphoric or citric acid is added to the crude non-degummed oil. In some cases, the acid is added in the feed tank with an agitator upstream of the installation; several hours of reaction time must be taken into consideration. However, a more effective method is to add the acid upstream of a centrifugal mixer. The intensive mixing enables the reaction time to be reduced to a few minutes. Diluted caustic soda with a concentration between 7 and 12% is then added in order to neutralize the free fatty acids. It is necessary to ensure that adequate water is present with the caustic in order to hydrate the phosphatides (Fig. 5).
Figure 5. Crude oil neutralisation.
Following a reaction time of several minutes in special retention mixers, the oil is heated and sent directly to the first separator in order to separate the soapstock. The neutral oil is washed in order to further reduce the residual soap content. For this purpose, approximately 3 – 10% of hot water is added to the oil, mixed in a dynamic mixer and separated into wash water and oil in a separator. The residual humidity of the oil is further reduced in a vacuum drier.
4.2. Miscella refining
This method was originally developed for neutralizing cottonseed oil. It enables most of the gossypol to be removed with simultaneously low neutralization losses (Fig. 6).
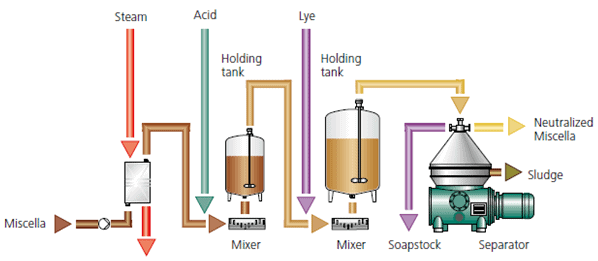
Figure 6. Miscella refining.
The miscella which discharges from the oil seed extraction stage is preconcentrated either by adding the press oil, or in the first stage of hexane evaporation. The miscella temperature is then briefly set below the boiling point of the solvent (n-hexane), and the necessary quantity of caustic soda is added in order to neutralize the free fatty acids. Mixing is followed by a reaction time in special retention mixers. The soapstock is separated in the separator. Because of the high specific density difference between miscella and soapstock, the separating efficiency is at its optimum level, and it is not necessary to wash the oil after hexane evaporation. If it is necessary to treat oils with a higher phosphatide content, it is recommended that an acid is added before the caustic.
Because of the risk of explosion posed by hexane, all installation parts, and in particular the centrifuge, are explosion-proof. For these special safety considerations, the centrifuge is even blanketed with inert gas.
4.3. Winterisation
Some vegetable oils, such as sunflower or corn oil, contain waxes (esters of long-chained fatty alcohols and fatty acid esters), which crystallise at low temperatures and result in turbidity in the oil. Wet winterisation in combination with neutralisation is suitable for removing these waxes (Fig. 7).
Figure 7: Winterisation.
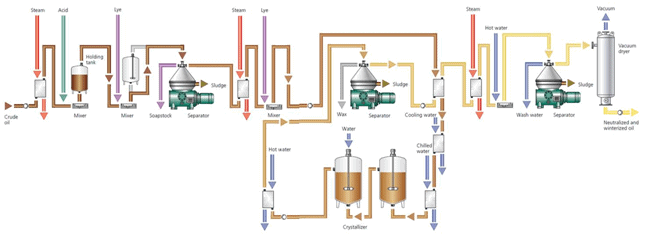
The crude oil is initially neutralised (see under neutralisation). This means that, in order to condition the gums, an acid is initially added and the free fatty acids are then neutralised with caustic soda. After the soapstock is separated in the first separator, the oil is conveyed to the actual winterising stage. A small quantity of caustic soda is again added in order to set a specific residual soap content in the oil. This soap is subsequently required as a wetting agent during crystallisation in order to bind the waxes to water. After mixing of caustic and oil, the product is cooled to the crystallisation temperature. Wax crystals form in two to four crystallization tanks connected in series. Because of the soap in the oil, these wax crystals bind to the water added to the crystallisers. In order to reduce the viscosity, the oil is carefully heated and conveyed to a separator, which continuously removes the waxy water. The oil is washed again in order to further reduce the residual soap content. For this purpose, the oil is heated, the corresponding quantity of hot water is added; after intensive mixing, it is separated in a further separator. Vacuum drying then takes place.
4.4. Cold refining
This process is an alternative to winterisation preceded by neutralization. However, use of the process is confined to oils with a relatively low FFA content as the oil losses are otherwise too high. Sunflower oil is therefore an ideal product for this application (Fig. 8).
Figure 8. Cold refining.
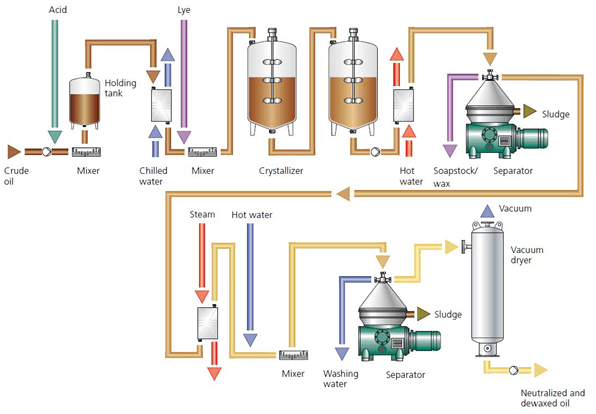
A small amount of acid is added to the crude oil without prior heating. After thorough mixing and a short retention time the oil is cooled. The caustic quantity required for neutralising the free fatty acids is admixed with the oil. The oil then flows through crystallisers with a residence time of several hours. The oil is gently heated to reduce the viscosity before the soapstock is separated in a centrifuge along with the waxes. The dewaxed neutral oil has to be washed to reduce the soap content. It is first heated, the required wash water quantity is added and, after thorough mixing with the oil, it is separated again in a second centrifuge. Finally, the oil is dried in a vacuum dryer.
Further Reading
- O’Brien, R.D., Farr, W.E. and Wan, P.J. Introduction to Fats and Oils Technology, Second Edition (AOCS Press, Champaign; ISBN 1-893997-13-8) (2000).
- Erickson, D.R. Practical Handbook of Soybean Processing and Utilization (AOCS Press, Champaign; ISBN 0-935315-63-2) (1995).
- Hamm, W. and Hamilton, R.J. Edible Oil Processing (Sheffield Academic Press, Sheffield, U.K.; ISBN 1-84127-038-) (2000).
- Dorsa, R. and Eickhoff, K.-P. Basics of Alkali Refining of Vegetable Oils. (2004). https://old.iupac.org/symposia/proceedings/Tunis04/eickhoff.pdf
- Gunstone, F.D., Harwood, J.L. and Dijkstra, A.J. The Lipid Handbook, Third edition. (CRC Press, ISBN-13: 978-0849396885) (2007).