Expanding and Expelling
The Author: Harald Boeck, Director, HF Press+LipidTech, Harburg-Freudenberger Maschinenbau GmbH, Hamburg, Germany
Although mechanically the machines used to perform the expanding and the expelling functions share a number of common features, they serve completely different purposes. The expander is a unit assigned to seed or product preparation, whereas the expeller is the machine for mechanical oil separation from plant material or similar solid-liquid separation tasks.
Expanding
The terms expanding and expander for the process respectively the machine used to perform the process has been introduced by Anderson International Corp. in the sixties of the last century. Today a number of suppliers have adopted the system with various modifications.
Essentially the expander is similar in design to a gigantic meat grinder. It consists of a cylindrical horizontal housing with a rotating shaft with a screw-like shape.
Figure. 1. Annular Gap Expander with hydraulic cone (courtesy of A. Kahl GmbH & Co. KG).
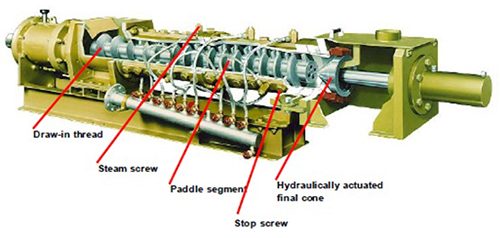
The product - typically cracked and flaked soybeans - is introduced at one end and the motor-driven worm shaft conveys the product to the other end. Here it has to pass through a die plate or a narrow annular gap. This reduction in free cross-sectional area leads to a considerable pressure buildup and high shear forces within the product layer. Shearing generates heat in the product. The temperature increase may be supported by additional injection of sparge steam introduced through special pins bolted onto the housing extending into the product.
During the expanding process the temperature may rise up to > 150°C starting from ambient temperature. Due to a very short retention time of the product in the expander of approximately 1 minute, this heat treatment has hardly any negative impact on the product, in particular protein quality. This heat treatment of oil seeds has first been applied to stabilize rice bran by inactivating the lipase enzyme and to condition cottonseed meals. Today it is also used to inactivate anti-nutritional factors, reduce pathogenic germs and to increase the content of ruminally non-degraded protein.
Upon discharge of the pressurized product into the atmosphere, an intense flash evaporation of the water in the seed can be observed. The flash evaporation destroys some of the cellular structure of the seed thus giving access to the oil droplets within the seed and improving the oil yield in the subsequent oil separation process. The flash evaporation also creates new capillaries in the product to improve diffusion and mass transfer processes during solvent extraction. The capillaries make the product more porous, as it expands at discharge of the machine. This phenomenon gave the machine and the process its name. The product from the expander is quite often referred to as “collets”.
Although the product becomes more porous and the product density decreases by flash evaporation, the bulk density of the expanded product is still considerably higher than the bulk density of the flakes at feed point. This effect is widely used to increase the capacity of existing extractors. At identical extraction times the mass flow rate can be increased using expanders. The porous product structure helps to maintain high percolation rates and thus high oil yields. Moreover, the solvent carryover to the subsequent desolventizing step is considerably less compared to processing conventional flakes. This will lead to additional steam savings.
There is hardly any invention or process without disadvantages. The high friction forces in the expander lead to both high electric energy consumption and wear on the internal worm parts and the die plates, which add to the operating costs. Furthermore the flash evaporation together with the high product temperature requires good aspiration and cooling systems since free moisture and excessive temperature are critical for solvent extraction.
The system is also limited in its application to low oil content products. Seeds with a high oil content (i.e. >40%), such asrapeseed (canola) and sunflower seed, typically do not allow for a sufficient pressure buildup in the units to gain similar effects as seen with soybeans.
In the literature and everyday practice there is no clear differentiation and distinction between the terms expander/expanding and extruder/extruding. An often-applied rule is: the extruder produces a product with a defined shape (pellet, etc.). The product shape from an expander is undefined, but both expanders and extruders may be operated with or without sparge steam.
Expelling
The Expeller – Screw Press - Design
The name of the expeller and the expelling process go back to an invention of Anderson International Corp. It has been patented by Mr. Anderson [1] and protected by the corresponding trademark. Through early licensee agreements the expeller soon became the standard machine in the modern oil milling industry worldwide. The more technical term for the expeller is screw press.
Figure 2. Undated (early 20th century) screw press (courtesy of HF Press+LipidTech).
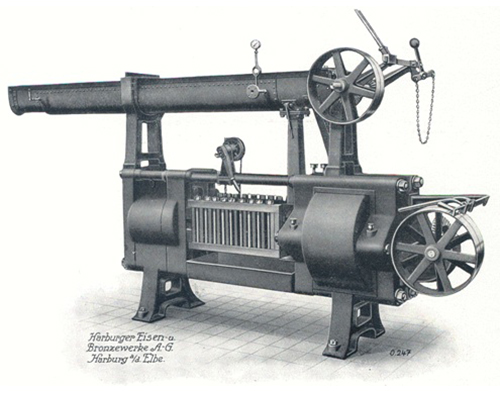
The invention of Mr. Anderson rapidly replaced the discontinuously operating hydraulic strainer cage presses. In principle the structure of the screw press is similar to the expander.
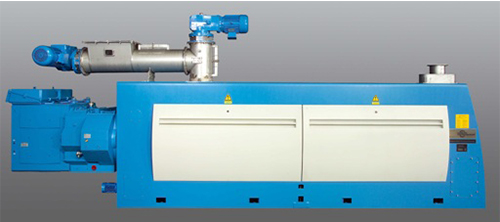
Figure 3. Modern screw press, strainer cage opened (courtesy of HF Press+LipidTech).

However, the cylindrical housing of the press is perforated allowing drainage area for the oil to be separated. In fact the housing consists of a base structure to support a big number of cage bars, which are distanced by individual thin metal spacers or by their special shapes. Different cage sections over the length of the cage allow for individual spacer settings.
The worm shaft in the press today consists of individual worm elements, conical rings or toothed mixing rings. The free volume of the worm elements and their conveying capability decrease from inlet to outlet. These lead, together with the restrictions by conical rings,> to an increase in product density and a gradual pressure buildup of the material. Scraper bars (knife bars) are installed at several positions of the cage in order to prevent the press material from turning with the shaft thus increasing the throughput of the press. For the same purpose the cage bars have a special shape which forms in combination with neighboring bars a saw-tooth profile.
Older small-capacity screw presses with relatively short cages were characterized by a discharge system with an adjustable choke ring to set the width of the annular gap or the press cake thickness, respectively. A smaller gap leads to higher pressure, higher oil yield and lower capacity. The impact of adjustable discharge rings on the pressure buildup in modern long high-capacity screw presses is rather low. Therefore, modern presses work with fixed discharge cones but several conical rings over the entire length of the shaft to generate individual pressure sections followed by low pressure (relief) sections also to allow for internal material turnover to form new capillaries for drainage.
The geometry of the individual shafts is a result of basic theoretical calculations combined with experience from testing and observations with various shapes and configurations. Until today no computer program can simulate the system in order to predict de-oiling efficiencies for given input parameters and geometries or design individual shaft elements for specific applications.
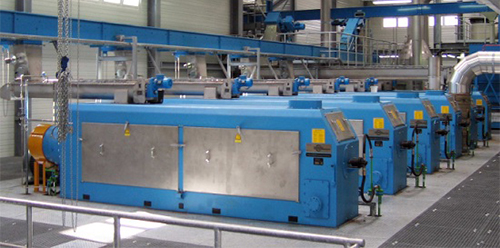
Over the past century the basic design of the screw press has not changed. However, due to increasing processing demand the individual capacities grew. Whereas early presses had a throughput of only a few tons per day modern units reach 800 tons per day with installed motors of up to 630 kW, and the manufacturers have already plans for even bigger machines with drive sizes close to 1 MW.
Figure 4. Modern high capacity screw press (courtesy of HF Press+LipidTech).
The press drive systems have to be designed to match this development. Today’s standard is a motor – reducer arrangement directly coupled or with V-belt transmission. Due to availability at competitive prices, frequency inverters gradually replace electrical star-delta or soft start systems. Although variable shaft speeds are not mandatory for a good press operation, the benefits prove that this is more than just nice to have.
The Pressing Process
Although the screw press is the core element in any pressing plant, it has to be in tune with appropriate seed preparation to show its full potential.
The mechanical seed preparation is primarily important to gain access to the oil droplets within the cellular structure of the seed. However, total destruction of the cell walls leads to a ground product which lacks sufficient structure to allow for pressure buildup and oil separation. The classical flaking step gives the compromise between easy access to the oil and a product matrix that permits pressing. A similar phenomenon limits processing of dehulled seed. A certain hull fraction in sunflower or rapeseed (canola) adds to the structure and is necessary for an economical pressing plant operation.
Because appropriate grinding is a very important factor for a successful pressing operation, today’s shaft geometries - comprising several high-pressure and high-shear force zones over the length of the shaft in combination with mixing rings of various shapes - represent a grinding unit and make upstream mechanical seed preparation less critical. In any case, when aiming for a low milling error (milling defect) the whole system has to be looked at. A low milling error - an index to describe the availability of the oil for solvent extraction - is the key to success, in particular in pre-pressing/solvent extraction plants.
The thermal seed preparation (cooking, conditioning) shall adjust temperature and water content. The temperature seems to be of secondary importance, but it is linked to the drying efficiency of the cooking (conditioning) unit. The water content has a very strong impact on the friction between seed product and press internals, and consequently on the pressure buildup and with that on de-oiling.
Notwithstanding our knowledge about the relation between water content and internal pressure, not all conditions have been studied and discovered in detail. It is not the water content alone that leads to a certain structure with a certain rheological behavior. The drying process itself seems to be a decisive factor. It is a known fact that protein denaturation occurs under exactly the conditions seen in a seed conditioner: Elevated temperature, moist atmosphere and retention time. Since different seed conditioning units work differently - e.g. stack cookers are characterized by rather long retention times and a relatively moist atmosphere, whereas drum-type or tube-bundle systems release the moisture immediately and the seed has a short residence time in the unit – the ideal seed moisture for pressing has to be looked at in combination with the type of conditioning system. Moreover, optimum conditions also depend on the type of seed.
The pressing process is either used in combination with solvent extraction – then called pre-pressing - or as a true mechanical oil extraction process – the full-pressing system.
Pre-Pressing
Pre-pressing is characterized by rather high throughputs but moderate oil separation standards. Typical seeds for pre-pressing are rapeseed (canola) and sunflower seed, the world’s most important “soft seeds”. On condition of a low milling error, solvent extraction forgives feeding high oil content press cake. However, oil extraction by solvents turns out to be less economical than mechanical separation since the desolventizing and distillation processes to separate the solvent from the meal and the oil to recirculate the solvent is an energy (steam)-consuming process. This is true for extraction of approximately 66% up to 75% of the oil in the seed. When trying to separate more oil mechanically, the electrical energy consumption of the presses rises drastically, the wear on the internal parts of the screw press becomes substantial, the load may exceed mechanical limitations and may lead to capacity reduction and the press cake shows a structure which makes solvent penetration more difficult. On the other hand, if the presses leave too much oil in the press cake, the cake structure is soft, the cake disintegrates during conveying from the pressing to the solvent extraction plant, and the fines have a negative impact on solvent percolation and washing effect in the extractor.
The oil recovery rate of 65 to 75% translates to approximately 18 to 20% residual oil content in the pre-press cakes. Pre-pressing systems today may have seed processing capacities of 3,000 metric tons per day and more.
Full-Pressing
The full-pressing process serves to extract the oil mechanically from the seed material without the support of a solvent wash. Due to the nature of the product de-oiling is physically limited by intermolecular and capillary forces. However, while a typical pre-pressing system shows oil yields of approximately 70% the full-press can reach 90% and beyond. This translates into common residual oil contents in the full-press cakes of 5 to 8%.
In order to achieve the extra oil recovery rates, the seed material has to be exposed to higher pressures over longer retention times in the screw presses. The higher pressures are primarily achieved by lower seed moisture leading to considerably higher friction in the presses. The higher pressure limits the capacity of the presses as it determines the maximum diameter of the press cages for mechanical strength reasons. Moreover, the desired longer retention time asks for a low shaft speed, which limits the capacity even further. Therefore, full-presses are characterized by a limited capacity of approximately only 1/10 of the capacity of modern pre-presses.
Harburg-Freudenberger established the two-step full-pressing process [2] using only a small number of pre-presses to remove the majority of the oil under rather moderate pre-pressing conditions and a reduced number of final presses to improve the final oil yield. Prior to both the pre-pressing and the final pressing operations, thermal preparation steps adjust the moisture and temperature to optimum processing conditions. Since the product is pressed twice and modern worm shafts have good grinding capabilities due to several sections with high shear forces, this process runs without mechanical preparation (grinding, flaking) of the seed prior to pressing.
Figure 5. Two-step full-pressing system (courtesy of HF Press+LipidTech).
Modified two-step full-pressing systems use a cold pre-pressing step feeding seed at ambient temperature to the presses. Prior to the second pressing step moisture and temperature of the pre-press cake are adjusted appropriately. The cold-pressed pre-press oil may be treated by a separate filtration system.
The economics of full-pressing compared to pre-pressing combined with solvent extraction have to be looked at for each project separately taking obtaining local permits for these processes, their environmental impact, local energy prices, the local cake market, safety aspects and many more factors into consideration.
Other Applications
Since the screw press is an excellent machine to perform a continuous solid-liquid separation, the field of potential applications is wide. A general pre-condition for this process is the structure of the product, which has to allow a pressure buildup, access to the liquid phase and a supporting low viscosity of the fluid. Consequently this system is not applicable to pastes and slurries. Other products, especially for dewatering, quite often require twin-screw presses with two shafts rotating against each other for forced intake and conveying. Those units and processes are typically characterized by mechanically simple structures and low system pressures.
The high-pressure heavy-duty single-shaft screw press as used in the oil milling industry can be seen in the rendering industry to separate fat from animal waste material. Other fields of activities are dewatering of wood chips, spent grains in the brewing industry or synthetic rubber.
The Combination: Expanding – Expelling
The two unit operations not only use machines which are mechanically quite similar. Innovative brains have tried to operate them in series. Expanding is a hydrothermal process and so is cooking/conditioning as prerequisite for effective pressing. Therefore, the idea to combine the two process steps is self evident. It started with small installations for “full-fat” seed products - primarily soybeans and cotton seed meals - as animal feed using the hydrothermal treatment by expanders to reduce the anti-nutritional factors. Since the relatively high oil content of the product cannot be utilized by the animals to its full extent and moreover it is a valuable commodity on the market, de-oiling the expanded material by screw presses seemed to be a reasonable step.
Unfortunately, as explained earlier, expanding or extruding high oil content seed is not very effective or requires special extruder shaft geometries and a high amount of electrical energy. However, once these initial issues are solved, the system is characterized by a very simple setup, good oil yields, and low energy consumption of the presses at high capacities. The flash evaporation of the seed moisture at extruder discharge asks for a good aspiration system in order to avoid excessive condensation in the downstream conveyors or screw presses.
The Combination: Expelling – Expanding
Whereas the advantages and benefits of a combination of expanding and expelling are quite obvious, also the reverse sequence has been applied and can still be seen in some places. The major incentive for this process scheme lies in the capability of the expander to produce pellet-like particles with a certain structure and stability. In the case of poor screw press (pre-press) performance producing a cake with a high oil content, excessive amounts of fines enter the solvent extraction plant and lead to poor solvent percolation rates and meal with a high residual oil content. The expander in this case was meant to improve the cake structure. First expeller-expander systems were tested in multi-seed plants where the expanders were already available for soybean processing. The overall success of this combination of process machines was limited since (i) the installation required additional electrical energy, (ii) the heat generated in the expander had to be removed by cake coolers with additional energy requirements, and (iii) cooling air volumes had to be treated for reduction of dust and odor emissions. If the expanders had not been available it would have made more sense to invest in upstream equipment for seed preparation and pressing capacity to produce a perfect pre-press cake, which does not need any additional treatment prior to solvent extraction.
Future Outlook
Expanders/extruders and expellers/screw presses are machines, which today and also for the foreseeable future will have a designated and justified position in the oil milling industry. Individual capacities of screw presses will continue to rise and be only limited by mechanical restrictions. Pre-presses and full-presses will coexist. Engineers will continue in their efforts to close the gap in oil yield between full-pressing and solvent extraction to make full-pressing a more economical alternative. The combination with the expander as dual-purpose machine for thermal and mechanical preparation may become more common. But also ongoing research into other process variations, e.g. injection of supercritical carbon dioxide during the pressing process [3], may one day lead to a new standard oil recovery process with not only oil yield but also oil and protein qualities in focus.
References
- Anderson, V.D. Press, US Patent 647,354 (1900).
- Boeck, H. Biodiesel: It all begins with oilseed crushing and oil separation - some considerations. Paper presented at the Practical Short Course on Biodiesel, Prague, Hungary, (2005).
- Homann, T., Schulz, J. and Zmudzinski, R. (Harburg-Freundenberger Maschinenbau GmbH), Verfahren und Vorrichtung zum Pressen, European Patent 1 717 014 (2006).
Acknowledgement: Special thanks to Prof. Dr. Werner Sitzmann of A. Kahl Group for his thoughts and input on the expander technology.
In This Section
- Marine Oils
- Animal Fats
- Olive Oil
- Palm Oil
- Seed Preparation
- Expanding and Expelling
- Solvent Extraction
- Meal Desolventizing, Toasting, Drying and Cooling
- Introduction to Degumming
- Chemical Degumming
- Enzymatic Degumming
- Alkali Refining
- Optimization of Bleaching Process
- Silica Hydrogel and its Use in Edible Oil Processing
- Deodorization
- Hydrogenation Mechanism
- Chemical Interesterification
- Enzymatic Interesterification
- Solvent Fractionation
- Dry Fractionation
- Hydrogenation in Practice