Animal Fats
The Author: Martin Alm, The European Fat Processors and Renderers Association (EFPRA),Boulevard Baudouin 18, 4th floor, BE - 1000 Brussels, Belgium
Introduction
1.1. General remarks
“Animal fats are a by-product of the whole meat chain.“ While this first sentence sounds quite simple it includes nevertheless two important facts:
- Animal fats are not produced as such. They are only produced in relation to the raising of animals for meat, eggs, milk or wool production. Animal fats are a side, co- or by-product of the production of another animal product.
- The volume of animal fats increases with an increasing production of meat, eggs, milk or wool, but their production won't increase with an increasing demand for animal fats. Animals are not raised for animal fats like oilseeds are planted for vegetable oil.
Another difference to oilseeds is that, like fish oil production, the processing of animal by-products always includes a thermal processing (melting) step; cold processing is not possible.
There are two general categories of animal fats: edible and inedible. Furthermore, the European Union categorised the inedible fats in three different risk categories. Another fat will be included in this chapter: Used cooking oils (UCO)/Yellow Grease (YG) and Brown Grease (BG), even though these fats consist mainly of vegetable oils. The collection and treatment of these fats are often in the portfolio of the renderers' business, rather than in that of the vegetable oil producers.
Despite the fact that milk and milk products and fish and fish by-products are also animal by-products, their processing will be dealt with in a separate chapter.
1.2. History
The history of rendering can be approached from different angles. Since Roman times the art of soap making from ash and rendered fat has been well known. Other applications for animal fats, such as candle making from cattle and sheep tallow, came later. In the middle of the 19th century the rendering process became industrial as well. Rendering in open pans over open fires evolved into a safer closed vessel system.
Another aspect was that as cities in Europe grew, a system of dead livestock collection and treatment or disposal outside the city walls was established for sanitary reasons. While in the Middle Ages skinning of animals for their hides and skins and maybe the production of baits for wolf hunting was the only economic benefit for the knacker, rendering animal by-products for protein and fat now became more attractive than simply disposing of the carcasses. At the end of the 19th century this proteinaceous by-product was recognised to be of value as well. First used as a fertiliser, it was soon used as a protein feed compound.
Today it is unclear whether rendering was developed from the rendering of fat and bones from slaughtered or hunted animals or due to the need to handle increasing volumes of dead livestock and slaughter by-products outside growing cities. But it must be acknowledged that rendering animal by-products was, is and will be one of the most important steps in animal disease prevention. Because animal by-products tend to deteriorate quickly since they are a nutrient-rich culture medium for all kind of pathogens, improper handling leads to severe problems with animal diseases and zoonoses. The OIE (Office International des Epizooties) acknowledged rendering as the safest, most practical way of dead livestock disposal [1,2].
It can be concluded that rendering can be seen as one of the oldest recycling systems in human history. It is fully industrialised today and animal fats and animal proteins are agricultural commodities worldwide.
Animal fats can be distinguished between edible fats and inedible fats. Not all edible fats are used in human consumption because certain qualities are needed in feed, pet food or the oleochemical industry. On the other hand inedible fats are not allowed in human consumption any more. They can only be used in feed, pet food, oleochemistry, biodiesel or to generate energy. Edible fats which have already been used in food frying processes, called 'Used Cooking Oils' or 'Yellow Grease', as well as the fatty phase from the grease trap, the so called 'Brown Grease', are also inedible fats.
1.3. Markets
Table 1 and Figures 1-3 show the volumes and usage of animal fat in the key markets of Australia, EU, Brazil and USA/Canada.
Figure 1. Volume and destination of animal fat produced in EU20 (about 2/3 of the energy uses is dedicated to biodiesel) [3]. All figures were supplied courtesy of EFPRA.
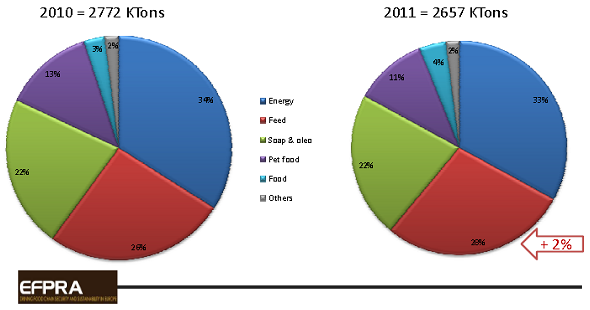
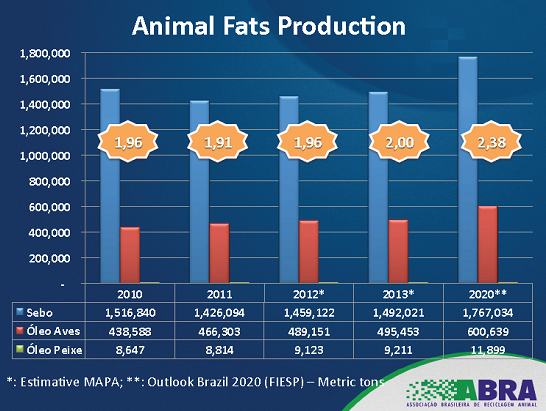
Figure 2. Production of animal fat (Sebo), poultry fat (Óleo aves) and fish oil (Óleo peixe) in Brazil [4].
| Table 1. Production of animal fats in Australia in 2011 | ||
| Commodity | Production ('000 tonnes) | |
| Tallow | 487.0 | |
| Poultry oil | 59.7 | |
| Total production - animal fats | 546.7 | |
| Exports | 362.2 | |
| Domestic oleochemical and industrial | 50 | |
| Domestic edible applications | 35.0 | |
| Domestic intensive animal production | 40.0 | |
| Domestic aquaculture feeds | 18.0 | |
| Domestic pet food | 25.0 | |
| Domestic biodiesel and fuel | 15.0 | |
| Other | 1.5 | |
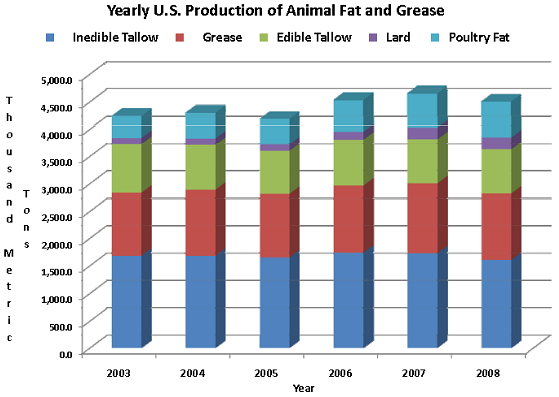
Figure 3. Yearly U.S. production of animal fat and grease (NRA, www.nationalrenderers.org).
2. Raw materials
2.1. Edible fats
Edible fats are produced from fresh slaughter by-products that were declared fit for human consumption after a veterinary inspection and are all gained from healthy slaughtered animals. Their production is normally species specific. Typical edible fats are beef tallow, pork lard, goose or duck fat.
Some beef tallow producers subdivide their production even further, e.g. into adipose material from the abdomen (like kidney fat) and subcutaneous fat. Those beef tallows have different properties because of their different fatty acid composition.
Another edible fat is produced during the gelatin process. Edible gelatin is mainly produced from pork and ruminant bones, pork skins and ruminant hide split. For the gelatin process these raw materials have to be defatted. This fat is here a co-product of the gelatin industry.
2.2. Inedible fats
The main raw materials are usually slaughter by-products that are fit for human consumption but not destined for human consumption. They come from slaughterhouses and cutting plants and include blood, fats, bones, feet, horns, and innards like lungs, liver, and hearts. They can be sold for food but due to changed eating habits especially in the developed countries they may amount to nearly 50% of the slaughtered animal. Table 2 shows typical fractions of animal products used in food and not destined for food. This large amount of by-products not going into food, is what slaughterhouses refer to as their “5th quarter”.
|
Table 2. Average proportion of meat and by-products in different species [6] |
||||
| Slaughtered animal | Human consumption (%) | By-products (%) | ||
| Chicken | 68 | 32 | ||
| Pig | 62 | 38 | ||
| Cow | 54 | 46 | ||
| Sheep/goat | 52 | 48 | ||
Not all animal by-products (ABP) are sent to rendering plants. Meat-rich by-products like lungs, liver and hearts are sold to wet pet food plants. Ruminant hides are used for leather production. Blood is collected to produce plasma and haemoglobin fit for human consumption. Pancreas can be used for insulin production, and bones and pork skins are important sources for gelatin manufacturing.
In developing countries this amount is naturally smaller and includes only inedible parts of the animal. Inedible by-products include all slaughter by-products which are obviously not fit for human consumption like feathers, bristles and horns or material that has been declared not fit for human consumption after a veterinary inspection at the slaughterhouse. These are, for example, infected meats, injured animals or legs, meat with haematoma or inflammation.
Inedible by-products also include all animals which happen to die on farms or were culled for animal disease eradication, or animals which are not used for human consumption, like zoo and circus animals, pets and fur animals. The sanitising process of rendering this dead livestock is a key element in animal disease prevention. The collection and proper heat treatment of all these animals is an obligation in the EU. Elsewhere in the world, it is generally voluntary, i.e. disposal by composting, land filling, burning etc. is also permitted. Other inedible material is for example eggshells, former foodstuff/outdated meat and specified risk material (SRM).
2.2.1. Categorisation of animal by-products in the EU
In 2000, during the height of the BSE crisis in the UK, the European Commission (EC) started to set up a white paper [7] on food safety. Besides the foundation of an independent European Food Safety Authority (EFSA), the “farm to fork” approach was one of the key elements. It should guarantee safe feed for safe food and the on-going eradication of animal diseases and zoonosis. In 2001 the TSE-Regulation [8] was published to eradicate TSE (transmissible spongiform encephalopathy, umbrella term includes all SEs, i.e. besides bovine also caprine, ovine, mink etc.). It includes inter alia monitoring programs, definitions of the specified risk materials, the current feed ban of animal proteins to farmed animals. Simultaneously the EC started its work on an Animal-By-Product-Regulation (ABPR) that was finally published on 3.10.2002 [9]. This regulation is directly applicable in all EU Member States. In 2009/2011 it was revised to Animal by-products Regulation ABPR [10] and Animal by-products implementing Regulation ABP-IR [11].
The scope of the ABPR is the safe collection, treatment and use of ABP, including full traceability at all stages. If the starting material is food grade (edible fat) and produced in a food plant, the processing conditions have to comply with food hygiene regulation 852/2004 [12] and specific rules on the hygiene of foodstuffs in regulation 853/2004 [13], even if they are finally sold for other purposes.
A key element of the new ABPR is the definition of ABP: “‘animal by-products’ means entire bodies or parts of animals, products of animal origin or other products obtained from animals, which are not intended for human consumption,..”. The intention can be “by law”, i.e. the material is declared not fit for human consumption or “by decision”, i.e. the material is no longer destined for human consumption. Both intentions are irreversible. Once declared as ABP the material cannot re-enter the food chain.
The ABPR also divides the material into three risk-based categories (Table 3). Category 1 is the category with the highest risk of contamination. Heavy metals, persistent organic compounds like dioxins and PCB, or non-classical diseases like TSE cannot be sufficiently destroyed by normal rendering and should thus not be recycled into the food and feed chain. Category 2 poses a known and manageable risk of diseases that can be reliably reduced by a sterilisation step. Recycling into technical products like fertiliser is allowed. Category 3 is the lowest risk category. It includes mainly ABP fit for human consumption (but not destined for human consumption), and other ABP from healthy slaughtered animals, e.g. feathers, bristles, horns. Category 3 products can be used as animal feed (but not for human food!). Catering waste including Used Cooking Oils (UCO) is considered to be category 3 as well but its use in feed is not allowed. With an increasing risk there are a decreasing number of different uses allowed. For a brief overview see Table 3.
|
Table 3. The permitted uses of different categories in the EU |
||||||||||||||||
| Category | Incineration | Combustion | Oleochemistry | Biodiesel | Biogas | Fertiliser | Feed | Pet food | ||||||||
| 1 | X | X | X1 | X | X2 | |||||||||||
| 2 | X | X | X1 | X | X3 | X3 | ||||||||||
| 3 | X | X | X1 | X | X3 | X3 | X | X | ||||||||
| UCO | X | X | X | X | X | |||||||||||
|
1 Only for limited purposes (i.e. no cosmetics, no pharmaceuticals, etc.). |
||||||||||||||||
2.2.2. Used cooking oil/Yellow grease and Brown grease. Another raw material already mentioned is used cooking oil (UCO), also known as yellow grease, and trap or brown grease. Despite the fact that both contain mainly vegetable oils and less animal fat, they should be mentioned and explained here, because in many cases renderers handle them, i.e. deal with collection, cleaning and trading.
-
UCO/Yellow Grease
UCO or Yellow Grease is the spent vegetable and/or animal fat and oil from deep fryers in canteens, restaurants, fish & chip shops etc. and from deep frying food industries producing products like meat balls or potato chips. After the deep frying the UCO is collected separately in bins or tanks, depending on the volumes. Outside the EU Yellow Grease can be used as feed. Currently it is mainly used for the production of biofuel. -
Brown Grease/Trap Grease
Brown grease is an emulsion of vegetable and animal oil, fat, grease, solids and water. It is separated from the wastewater in a grease interceptor (grease trap) from where it can be collected for different purposes. In many countries these interceptors are obligatory for canteens, restaurants, supermarkets etc. As the brown grease is still a water/oil emulsion with an undefined amount of impurities and (usually) high free fatty acid content, its use is very limited. Some countries allow the use as feed. Other options are to use it as a substrate for biogas or wastewater treatment plants.
The websites of two big American companies, Darling International, Inc. and Sanimax, give good overviews on the service and collection systems.
3. Processing
In general there are two different rendering systems established worldwide. Depending on whether the animal fat is gained from an already dried material or from a wet phase, the systems are named dry and wet rendering, respectively. There is no general rule when and where wet or dry rendering is preferred, but it can be observed that wet rendering is mostly used where heat-sensitive, high-value products like fish oils, edible fats or poultry fats are produced.
The fat melting and rendering processes aim at three important goals -
- Removal of water to get stable products which are fat and solids, e.g. proteins
- Separation of the dry product into fat and solids (protein)
- Sanitation, i.e. the reduction of possible pathogenic loads, which is the less important the fresher the processed material is.
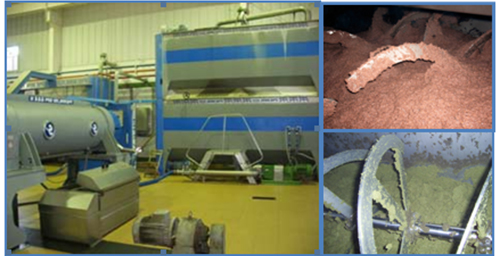
Some of the equipment used in the process is illustrated in Figures 4-7 and 9-10.
Figure 4. Reception bins.
Figure 5. Breaker.


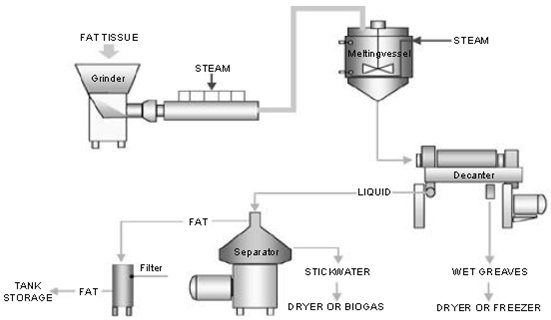
3.1. Wet rendering
After size reduction in a crusher (mostly followed by a mincer), the raw material is melted in a cooker either with direct steam or indirect heat. To avoid damaging the nutritional values, this is carried out at the lowest temperature possible (70-90°C). The separation of the three phases (solids, aqueous phase and melted fat) can be achieved by different techniques. The most common is drainage of the solid phase, which is subsequently pressed and dried. The liquid phase is sent to a decanter (horizontal centrifuge) or tricanter. Decanters separate two phases, tricanters three phases in one step. Solids from the decanter are dried together with the other solid phase. The liquid phase, the so-called stick water, is sent to the dryer, either directly or after a concentration step in an evaporation unit. In some cases the liquid phase is concentrated and dried separately into high-value, highly digestible proteins. The fat is cleaned.
In food plants the solids from a fat melting plant can be separated wet from the water phase and cooled. The wet cracklings (the unmelted residue after the fats have been melted) can be sold for human consumption or pet food. Figure 8 summarises the process.
Figure 6. Cooker / Dryer.
Figure 7. Decanter.
Figure 8. General flow diagram of wet rendering [14].

Wet rendering is also used for the pre-processing of material for gelatin manufacturing. Bones, sinews or hide split are defatted with hot water. The defatted products enter the gelatin process and the fat is separated from the water phase.
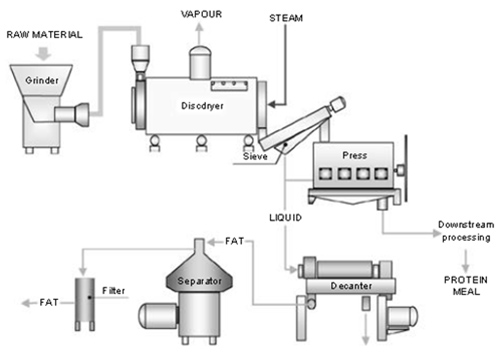
3.2. Dry rendering
After having been crushed, the material is cooked. This process can be continuous or discontinuous. Downstream of the cooker, the processes are mainly continuous. If the cooker does not include the drying step as well, a dryer will follow. The cookers and dryers are mainly contact dryers. The two main contact dryers are disc dryers and evaporation towers. Sometimes fat is added to the drying step to have a better heat transfer and to protect the protein quality. The dried material is pressed to yield fat and solids. Figure 11 summarises the process.
Figure 9. Steriliser/cooker.
Figure 10. Presses.
Figure 11. General flow diagram of dry rendering [14].


3.3. Milling
The solids are milled into meal after a cooling period or active cooling. This procedure can include a sieve to exclude foreign substances. Some plants use air classifiers to get different qualities. Table 4 lists the properties of some solids fractions.
|
Table 4. Typical qualities of different solids fractions (in weight %) |
||||||||||
| MBM/PAP1 | Poultry meal | Greaves meal | Feather meal2 | Blood meal2 | ||||||
| Protein | 45-65 | 60-68 | 80-88 | 80-85 | 90-95 | |||||
| Fat | 12-16 | 12-16 | 11-13 | 7-11 | 1 | |||||
| Ash | 22-35 | 10-20 | 3-6 | 4-10 | 2-3 | |||||
| Phosphorus | 3-7 | 2-3 | 0.3-1.0 | 0.5 | 0.2-1.0 | |||||
| Water | 5-7 | 4-7 | 4-6 | 6-8 | 4-7 | |||||
1 MBM = meat and bone meal; PAP = processed animal protein. 2 Blood and feathers do not contain high amounts of fat. Their processing does not comprise a fat separation step. |
||||||||||
3.4. Water treatment
The water is sent to a (municipal) wastewater treatment plant. Many big rendering companies treat their own wastewater because the remaining load (chemical and biological oxygen demand (COD/BOD)) is too high and amounts to too many population equivalents. For advanced sanitary reasons some renderers decided or are obliged to burn the evaporated water in thermo-oxidisers.
3.5. Fat treatment
Animal fat, whether it is produced by wet or dry rendering, is cleaned in a separate step. Different methods can be used either alone or in combination.
- Sieve
The installation of a sieve is often necessary when a high amount of fibres or plastics is expected. Small pieces of plastic in particular are very often a problem in further uses. The sieve can vary from a rotating screen to a cloth filter. - Sedimentation
This simple method is very often used. The fat is stored in a tank with a conical bottom where the water phase including solid sediments separates by decantation. The sedimented phase is removed at the bottom. - Decanter
Decanters are horizontal centrifuges that remove water and solids very quickly from the fat phase. - Separator
A separator is a vertical centrifuge. Due to higher speed and the stacked discs, the cleaning results are better than for the decanter. Separators are often used for final polishing of fats after the decanter. The most common is the (self-cleaning) disc separator. The application of water or acid solution to improve the cleaning is possible. - Filter
Different filter techniques, e.g. pre-coat filters, can be used to remove solids.
Since the BSE crisis, ruminant fat should be cleaned so that the amount of insoluble impurities does not exceed 0.15%. Methods are defined by ISO (663:2007) and American Oil Chemists’ Society Official Method (Ca.3a-46, 2009).
Due to the presence of free fatty acids and soaps, brown and yellow grease can build very stable emulsions so that it is often impossible to separate a clear fat phase. Therefore, simple techniques like sedimentation and sieving are the most common techniques for separating water and bigger solids from these materials. Only yellow grease/UCO of a specified quality is accepted for the production of biofuels, which some producers refine themselves before using it. Brown grease has (due to its poor quality) only limited outlets, e.g. production of biogas, water treatment plants.
The refining of animal fats (bleaching, steam stripping, etc.) as well as the extraction of fat from meals has already been described in other chapters of the Lipid Library. They are thus not repeated here.
4. Quality
4.1. Quality factors
In addition to the main categories of edible and inedible fat, different uses require different qualities. This simply means that different qualities must be guaranteed for food, feed or fuel uses. The main quality specification parameters can be shortly summarised as follows:
- Water: water content in the fat [%]; a too high water content leads to deterioration, i.e. hydrolysis, free fatty acids.
- Insoluble impurities: impurities left after a Soxhlet extraction [%].
- Free Fatty Acids (FFA): indicates the degree of hydrolysis [weight % oleic acid].
- Iodine value: The IV indicates the unsaturation of the fatty acids. Fully saturated fats have an IV = 0.
- Colour: should be characteristic.
- Smell: should be characteristic.
- Melting point.
- Smoke point: the temperature at which cooking fat or oil begins to produce bluish smoke. It varies between different fat sources and decreases with increasing FFA.
4.2. Safety
In the past, rendered products were – among many others – affected by feed/food scandals. The most well-known are linked to BSE and dioxin. This increased the awareness on food and feed safety and led for example as a consequence to the implementation of HACCP control systems. It is most important to realise that the processes described do not themselves lead to any contamination. If the raw material is already contaminated, there is an inevitable concentration of contaminants in the rendering process simply by the removal of water. The water-soluble contaminants stay in the meal, the fat-soluble in the fat. Any pollution originates thus from the raw material processed.
The production of edible fats has always been subjected to stringent safety systems. The raw material undergoes veterinary inspection at the slaughterhouse and has to be declared fit for human consumption before the melting process.
Long ago animal by-products (ABP) had very often been considered as waste. Some producers accepted (or did not care about) the coincidental mixture with other waste, which was then sorted out by the renderer or by techniques like using metal detectors. Today this has changed. ABP are acknowledged as a by-product with a value which can be maintained by proper handling.
Regarding animal fats, the physical risks are negligible. If we disregard the unlikely risks, there are the following main risks, which are regularly monitored and controlled:
Chemical risks: As most of the material rendered is from animals produced for human consumption, the fat rendered from this material therefore has the same risk level as regular food. Laboratory animals and zoo, circus and pet animals might receive chemical substances like medications, but the dosage and the fraction of these animals in the total raw material stream are normally so low that these substances are both negligible and under the detection limit. Furthermore in many countries these animals are not rendered but disposed of. In the EU, fat from these animals is only allowed for very restricted purposes like disposal by incineration, energy production by combustion, biofuel production, etc. Some chemicals, which cannot be digested or excreted, accumulate in the animal’s body over the years even if present in the feed in low concentrations. This has been observed for years in studies of different types of meat. But thanks to radical reduction of these substances in feed (in view of this accumulation over time), the load in the meat and thus in the ABP as well has been reduced in recent years.
The following chemical risks can be identified:
-
Heavy metals are regularly controlled by the food/meat industry and by the feed industry as well so that it is highly unlikely that heavy metals are present. In the past heavy metals were found for example in animals grazing on contaminated land like grasslands flooded by polluted rivers. After the rendering process, heavy metals would remain in the solids.
-
Dioxin, dioxin-like polychlorobiphenyls (PCBs) are regularly checked by the food/meat industry and by the feed industry as well so that their occurrence is highly unlikely. These Persistent Organic Pollutants (POP) are emitted by uncontrolled incineration, fires (houses or wood) or volcanic eruptions; therefore, they are ubiquitous. In addition to natural emissions, anthropogenic sources like industry emissions and traffic are the main sources. This means that extensively reared animals are more at risk in industrial areas than intensively reared animals in agricultural areas. As these POPs are fat soluble they accumulate in the fat. But if the meat production is safe, the fat is not at risk. Moreover the fat is regularly monitored.
Biological risks:
-
Microbiological pathogens
All rendering processes are designed to destroy thermophilic pathogens during the sanitation processes. As pathogens are attracted to water, their occurrence in fat is highly unlikely. -
Transmissible spongiform encephalopathy (TSE)/prions
First of all it must be stated that TSE infections are very rare but not negligible. Only a few countries reported bovine spongiform encephalopathy (BSE) cases: 19 EU member states, USA, Canada, Brazil, Japan, Israel, Liechtenstein and Switzerland. To tackle this illness, the OIE classified countries in three different risk categories: Negligible, controlled and undetermined. 49 countries have today a controlled or negligible risk. Prions are proteins; therefore, they do not appear in the fat but in the solids, the MBM . One measure to eradicate TSE was to reduce the amount of insoluble impurities of fat from ruminants down to 0.15%. This fat can still be used in feed, while the use of MBM in the feed of ruminants is forbidden.
4.3. Fat profiles
Depending on the species (e.g. poultry = duck, goose, chicken), different feeding methods (e.g. intensive or extensive), and the different parts of the animals (e.g. bone, skin, meat, etc.) the fatty acid profile can vary for the same product. Table 5 shows general properties for some species-specific animal fats.
|
Table 5. Properties of different animal fats |
||||||||
|
|
C atoms | Beef tallow | Pork lard | Poultry fat | ||||
| Melting point (°C) | 40-50 | 34-44 | 23-40 | |||||
| Iodine value | 25-45 | 45-75 | 65-75 | |||||
| Fatty acid composition | ||||||||
| Myristic acid | 2-3 | 1-1.5 | 1-1.5 | |||||
| Palmitic acid | 16 | 24-28 | 24-28 | 20-24 | ||||
| Stearic acid | 18 | 20-24 | 13-14 | 4-6 | ||||
| Saturated fatty acids (%) | 46-55 | 38-43.5 | 25-31.5 | |||||
| Palmitoleic acid | 16 | 2-3 | 2-3 | 5-9 | ||||
| Oleic acid | 18 | 40-43 | 43-47 | 33-44 | ||||
| Linoleic acid | 18 | 2-4 | 8-11 | 18-20 | ||||
| Linolenic cid | 18 | <1 | <1 | 1-2 | ||||
| Unsaturated fatty acids (%) | 45-51 | 54-62 | 57-75 | |||||
Table 6 gives a short overview of how the fatty acid profile can be different in different parts of pigs and cattle (own composition of industry information and literature, i.e. [15-17]).
|
Table 6. Fatty acid profile of beef and pork fats |
||||||||
| Species - Type of Fat | Fatty acids [weight %] | |||||||
| (location) | 16:0 | 18:0 | 18:1 | 18:2 | ||||
| Beef | ||||||||
| - Subcutaneous | 24.6 | 11.1 | 46.6 | 1.7 | ||||
| - Intramuscular | 24.7 | 18.3 | 42.4 | 1.9 | ||||
| - Kidney fat (suet) | 25.0 | 29.2 | 33.5 | 1.5 | ||||
| Pork | ||||||||
| - Back fat | 24.4 | 16.6 | 44.1 | 8.9 | ||||
| - Belly fat | 25.5 | 16.8 | 41.3 | 8.2 | ||||
| - Intramuscular | 26.0 | 15.4 | 43.0 | 7.3 | ||||
| - Leaf fat | 28.5 | 20.1 | 37.2 | 7.3 | ||||
The National Renderers Association (NRA) recognised and defined the following categories:
Choice white grease – A specific grade of mostly pork fat defined by hardness, colour, fatty acid content, moisture, insolubles, unsaponifiables, and free fatty acids.
Edible tallow – Exclusively beef, this product is rendered from fat trimmings and bones taken from further processing at a slaughterhouse. The product is of light colour and low moisture, insolubles, unsaponifiables, and free fatty acids. The tallow may be further refined, polished, and deodorized to become a cooking fat. The pet food industry generally uses the crude product not shipped under seal, often referred to as technical tallow.
Edible – Fats and proteins produced for human consumption, which are under the inspection and processing standards established by the US Department of Agriculture, Food and Safety Inspection Service (USDA/FSIS).
Fat products – Tallow and grease.
Feed grade animal fat – Also known as “Fat product, feed grade” is any fat product which does not meet the definitions for animal fat, vegetable fat or oil, hydrolysed fat or fat ester. It must be sold on its specifications which will include the minimum percentage of total fatty acids, the maximum percentage of unsaponifiable matter, the maximum percentage of insoluble impurities, the maximum percentage of free fatty acids and moisture.
Inedible – Fats and proteins produced for animal, poultry, and fish consumption or for other nonedible uses.
Lard – Edible grease, the process and parameters of which are the same as for edible beef tallow, but with pork as the raw material.
Poultry fat – Animal fat produced from poultry.
Tallow – Primarily from beef fat, defined by hardness, moisture, insolubles, unsaponifiables, free fatty acids, fatty acid compositions, and colour with a titer of 40.0°C or higher.
Yellow grease – This material is usually made up of restaurant greases (fats and oils from cooking). Another source could be from rendering plants producing lower-quality tallow, fats, and greases.
4.4. Other animal fats
Besides the above described animal fats, there are some other fats which do not fall under the heading “fat melting and rendering”, as they are gained by other processes.
-
Butterfat/clarified butter
Butter is a water-in-oil emulsion resulting from an inversion of the cream, an oil-in-water emulsion. Melting butter produces clarified butter or ghee, which is almost entirely butterfat. Butterfat can be produced from milk from any species. Clarified butter can have different regional names: Samna (Middle East) or Ghee (South Asia). -
Wool fat/wool wax/lanolin
Wool fat can be separated from water used to wash the wool. Despite the still often used name wool fat it is not a “fat” because it consists of wax. The correct name wool wax should therefore be used. Lanolin may contain paraffin oil and water. Its application is mostly in pharmaceutics/skin care.
5. Markets
Depending on the quality and safety of the fat there are different markets worldwide for animal fats. There are in general three different qualities: food grade, feed grade or for technical purposes.
5.1. Food
The most prominent example is the use of beef tallow for the production of famous tasty French Fries in Belgium (two frying steps at different temperatures). Hard fats like beef tallow can be used for high-temperature frying. Another huge customer is the bakery industry, as in the use of hard fats for the production of puff pastry. Other uses are in the production of soups or use as such. For all these uses animal fats are normally refined to remove colour and smell.
5.2. Feed
In animal nutrition, fat is used as an effective energy source since its energy density is 2.2 times higher than that of carbohydrates. Thus fats are used in feed concentrates and diets where high caloric feeds are needed, e.g. calf or poultry feed. They also increase the digestibility of fat-soluble vitamins and provide essential fatty acids.
The digestibility of fats depends on the melting point and thus the fatty acid chain lengths and the degree of unsaturation. The fatty acid profile also influences the fatty acid profile of the fat of the animal raised on it. It was reported that the unbalanced use of corn oil or DDGS (dried distillers grains with solubles) in pork feed causes soft rather than hard back fat which then cannot be used for certain food applications like sausage specialities, e.g. hard smoked sausage/summer sausage.
As calves are very sensitive, refined beef tallow is mostly used in calf milk replacers. Beef tallow meets the natural needs of calves best. Due to its high content of unsaturated fatty acids, poultry fat is used to replace fish oil in fish feeds. Another important use of poultry fat is petfood where it is not only an energy source but also a palatability enhancer.
5.3. Oleochemistry
Despite the fact that the oleochemical industry can use technical grade fat, it mostly requests high-quality products of food or feed grade. This is due to customers’ concerns on the one hand and the very sophisticated processes of splitting, etc., on the other hand. The use of animal fats in the oleochemical industry is generally linked to the need for saturated fatty acids (for unsaturated fatty acids vegetable oils are used). Thus animal fats compete mainly with palm fat, palm kernel oil and coconut oil. The use of animal fat in the oleochemical industry is high in areas where those alternatives do not grow, i.e. EU, the US and Canada, or where beef tallow is cheap, i.e. Brazil and Argentina. For oleochemical products the fatty acid composition as such is important, but not where the fat comes from. The fatty acids are used to produce cosmetics, soaps, lubricants, etc.
5.4. Biodiesel
Since the late 1990s the production of biodiesel has become more and more popular in the EU, later in the US as well. Biodiesel is simply a fatty acid methyl ester and can be produced from any oil or fat. It has the same ignition properties as mineral diesel and can be blended in all concentrations. This means it can be used directly in diesel cars and trucks. This resulted in the Biodiesel sector being the fastest growing single market for fats over the last decades. After an animated “food or fuel” discussion in the EU, sustainability studies of different biofuels were requested and calculated. In the Renewable Energy Directive (RED), default values of the most common biofuels were given. Biodiesel made from animal fats and UCO has a greenhouse gas emission saving potential of 81%, compared to soy biodiesel (31%) nearly 2.5 times higher. This is due to the fact that animal fat is not produced for this purpose but a by-product of the meat chain. Thus the whole upstream chain is not included in this default value. In addition to that excellent value, the EU promotes the production of biofuels from waste and residues. Biodiesel from fats that can only be used for technical, nonfeed or food purposes and (category 1, 2 and UCO) count twice towards the biofuel quota.
Compared to the production of biodiesel from vegetable oil, production from animal fat is more challenging and expensive. This is linked to typical constituents like salts, phosphorus, sulphur, and plastics, which cannot be totally removed in a prior step [18].
Nevertheless, as animal fat is only a by-product of the meat chain, its use for biodiesel is always linked to meat production and cannot be increased as such. This means it will be only a part of the solution, but indeed a very effective one. It has also been reported that fats (with a low melting point) or UCO are sometimes used directly in trucks.
5.5. Energy
With the feed ban and the exclusion of some animal products from the feed chain, new markets had to be developed. While at first fat was sent to incineration or steelworks as an energy substitute, the rendering industry adapted their steam-raising boilers to use animal fat directly on-site for steam generation. Until the demand for biodiesel emerged, thermal boilers had been the main outlet for technical fats in the EU.
In thermal boilers, the burners were exchanged so that the combustion of gas, mineral oil and fat was possible. Using their own fat made rendering plants energy self-sufficient. Today fat is only used in boilers when the fat does not meet the quality requirement of the biodiesel industry or when mineral oil and gas are more expensive.
Abbreviations: ABP, animal by-products; FFA, free fatty acids; MBM, meat and bone meal; OIE, Office International des Epizooties (World Organisation for Animal Health); PAP, processed animal protein; TSE, transmissible spongiform encephalopathy; UCO, used cooking oils.
6. Literature
6.1 Further reading:
- www.efpra.eu
- The Source of Essential, High-Quality Products, NRA, Second edition, accessible at:
assets.nationalrenderers.org/north_american_rendering_v2.pdf - darlingii.com/UsedOilRemoval.aspx
- www.sanimax.com/view.php?public/Our_services/Collection_services/Used_cooking_oil_collection
6.2. References
- OIE Ad hoc Group on Carcass Disposal, Paris, 6-9 November (www.oie.int/doc/ged/D1110.pdf) (2002).
- Ruminant Carcass Disposal Options for Routine and Catastrophic Mortality, Issued Paper 41 (National Renderers Association, Inc., Alexandria, VA) (2009).
- Coelenbier, P. Overview of the European animal by-products industry. Paper presented at the EFPRA Congress 2012, Dubrovnik, (2012).
- Ferreira, A. The Brazilian production in 2010/11 and projections for 2012, 2013 and 2020. Paper presented at the 79th NRA Convention 2012, Laguna Nigel, (2012).
- Rath, J. Rendering issues Australian perspective. Paper presented at the 79th NRA Convention 2012, Laguna Nigel, (2012).
- Kamphues, J. Phosphorus derived from animal by-products - Using not Wasting. Paper presented at EFPRA Congress 2009, Cannes, (2009).
- White paper on food safety, (COM (1999) 719 final 12.1., Accessible at: ec.europa.eu/dgs/health_consumer/library/pub/pub06_en.pdf.
- Regulation (EC) No 999/2001 of the European Parliament and of the Council of 22 May 2001 laying down rules for the prevention, control and eradication of certain transmissible spongiform encephalopathies, Official Journal of the European Union, L147, 31.5.2001, 1-40, Accessible at: eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2001:147:0001:0040:EN:PDF.
- Regulation (EC) No 1774/2002 of the European Parliament and of the Council of 3 October 2002 laying down health rules concerning animal by-products not intended for human consumption, Official Journal of the European Union, L 273, 10.10.2002, 1-95, Accessible at: eur-lex.europa.eu/LexUriServ/site/en/consleg/2002/R/02002R1774-20060401-en.pdf.
- Regulation (EC) No 1069/2009 of the European Parliament and of the Council of 21 October 2009 laying down health rules as regards animal by-products and derived roducts not intended for human consumption and repealing Regulation (EC) No 17774/202 (Animal by-products Regulation), Official Journal of the European Union, L300, 14.11.2009, 1-33, Accessible at: eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2009:300:0001:0033:EN:PDF.
- Commission Regulation (EU) No 142/2011 of 25 February 2011 implementing Regulation (EC) No 1069/2009 of the European Parliament and of the Council laying down health rules as regards animal by-products and derived products not intended for human consumption and implementing Council Directive 97/78/EC as regards certain samples and items exempt from veterinary checks at the border under that Directive, Official Journal of the European Union, L54, 26.02.2011, 1-254, Accessible at: eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2011:054:0001:0254:EN:PDF.
- Regulation (EC) No 852/2004 of the European Parliament and of the Council of 29 April 2004 on the hygiene of foodstuffs, Official Journal of the European Union, L139, 30.04.2004, 1-54, Accessible at: eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2004:226:0003:0021:EN:PDF.
- Regulation (EC) No 853 of the European Parliament and of the Council of 29 April 2004 laying down specific hygiene rules for food of animal origin, Official Journal of the European Union, L139, 30.04.2004, 55-205, Accessible at: eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2004:139:0055:0205:EN:PDF.
- Woodgate, S. and Veen, J. van der The role of fat processing and rendering in the European Union animal production industry. Biotechnol. Agron. Soc. Environ., 8, 283-294 (2004).
- Branscheid, W. Tierische Fette im Dilemma - Die Bilanz eines Rohstoffes. Paper presented at the EFPRA Congress 2006, Munich, (2006).
- Tierernährung. Leitfaden für, Beratung und Praxis (DLG-Verlag, Frankfurt) (1997).
- The Original Recyclers (D.A. Franco and W. Swanson (eds.), Animal Protein Producers Association, Alexandria, VA) (2013).
- Alm, M. Tiger in the tank. Oils & Fats International, 28, 24-29 (2012).
In This Section
- Marine Oils
- Animal Fats
- Olive Oil
- Palm Oil
- Seed Preparation
- Expanding and Expelling
- Solvent Extraction
- Meal Desolventizing, Toasting, Drying and Cooling
- Introduction to Degumming
- Chemical Degumming
- Enzymatic Degumming
- Alkali Refining
- Optimization of Bleaching Process
- Silica Hydrogel and its Use in Edible Oil Processing
- Deodorization
- Hydrogenation Mechanism
- Chemical Interesterification
- Enzymatic Interesterification
- Solvent Fractionation
- Dry Fractionation
- Hydrogenation in Practice